.jpg)
新式条烟整形美容装置的设计

吴立鑫 李昌琳 徐艳 刘程 魏人权
湖南中烟工业有限责任公司 湖南常德 415000
前言
卷烟包装质量是卷烟企业在全面质量控制中的关键环节,它是对企业形象、品牌档次的最好诠释。条盒透明纸经过烙铁熨烫包裹在条盒表面,起到隔绝空气、水分,延长产品保质期的作用,同时达到美观整洁的目的。对条盒透明纸进行整形美容是卷烟生产最后一道工序。GD 包装机是我厂最主流的包装设备,虽然已安装了条盒透明纸整形美容装置,但由于设计缺陷以及设备老化,导致整形美容效果不理想,排烟功能基本失效,维护成本高等系列问题。为此,基于原 CH 盒外透明纸整形美容器工作原理,以及创新思路,设计一种新式条烟整形美容装置,提高条盒透明纸美容质量,并具有条烟排空功能,包装设备安全、稳定运行。
1、问题分析
CV 条盒透明纸包装机承担着香烟条盒透明纸的包装工作,工作流程为:条盒透明纸包装机将输送过来的条盒和到位的透明纸提升至折叠工位,在推杆和折叠器的共同作用下完成长边和端面短边的折叠,完成透明纸包裹过程,在条烟通道末端由美容装置对透明纸进行熨烫热封美容,
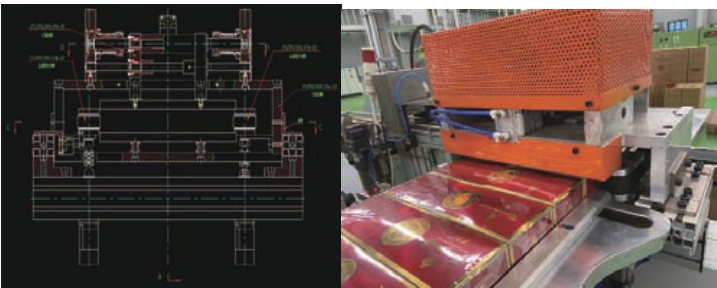
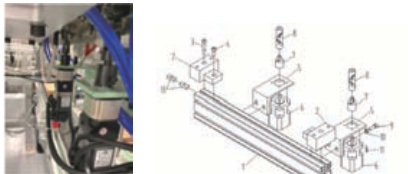
我厂的老式美容器如图 1 所示,采用一个气缸往下冲压烙铁板,对条烟大面进行美容,并依靠四个弹簧进行复位,条烟输出采用的是推板间歇式推送方式,包装好的条烟被推进美容装置,设备停车时的烟条采用两个无杆气杆进行排空。由于老式美容器使用年限超过 14 年,磨损严重,同时在气缸冲压烙铁板时噪音、震动较大,且压力不稳定造成条盒表面受力不均,易导致条盒透明纸松散、疲软、折皱等质量缺陷,整形效果不理想(图 2 示),设备停车时,需人工介入取出停留在美容器内的条烟,否则受热时间过长导致透明纸烫破、烟丝水分散失、表面起水雾等缺陷,因此亟需对美容器进行升级换代。

图1老式美容器

2、系统设计
在 CV 机输出板出口处,利用原安装工位设计了新型条烟整形美容装置,见图 3,实现了条盒透明纸美容和停机防烫排空功能。美容器设两个美容工位,CV 机输出通道处的条烟在后面条烟的推动下进入美容器,同时气缸驱动四连杆机构下压活动烙铁板到达设定行程,完成透明纸的美容,最后气缸回升,烙铁归位,条烟被推出美容工位。当设备停机时,由伺服电机驱动同步带对条烟进行排空,整形美容装置功能均由PLC 控制实现,工作状态与原机同步。
2.1、结构组成
新式条烟整形美容装置主要由平面整形装置、排空装置、控制系统组成。
(1) 平面整形装置主要由支座、上下烙热板、防护罩、气缸、传动部件、连杆、温度控制器等元器件组成,在运行过程中,上下烙铁板由PLC 控制气动元件(电磁阀、气缸)带动连杆组件实现往复运动。
(2) 排空装置主要由气缸、排空皮带、同步带轮、伺服电机等组成,皮带排空部件安装在美容器条盒两端,一端是固定的,另一端是可动的。正常工作时,可动的皮带部件处于打开状态,打开距离为 5mm,需要排空时,可动皮带部件处于闭合状态。
(3) 控制系统与装置的驱动器、检测开关、传感器连接,PLC 为其控制核心,工作状态与原机同步,可靠完成系统动作控制和位置检测。
3、技术实现
3.1 上下烙铁板美容动作设计
烙铁尺寸根据条烟规格进行设计,以普通包装条烟为例,上下烙铁板长度为 305mm ,下烙铁板保持不动,上烙铁板由气缸驱动,结构见图 4、5。在 GD下游机推条盒烟包的推杆尽头位置,安装了光电传感器,推杆每推动条盒烟包一次,光电传感器就得到一个脉冲信号,然后通过 PLC 控制装置驱动气缸完成美容,工作与原机同步,当气缸控制连杆往下运行,烙铁板对条烟进行美容整形,美容时间设定在0.7 秒,当气缸控制连杆往上运行,烙铁上行,条烟被推出。
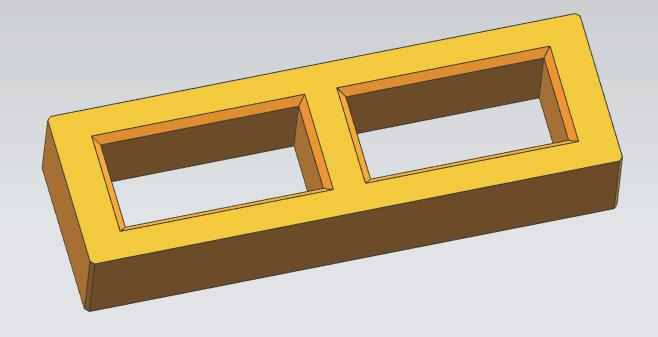
烙铁行程主要根据条烟受力的压紧程度进行校准,以烟条压缩 0.3mm 为宜,可以通过调整连杆位置进行校准,或者通过条烟烟膜工装压紧(见图 6)来调整,也可通过调整气缸关节轴承进行微调。

3.2 排空机构动作设计
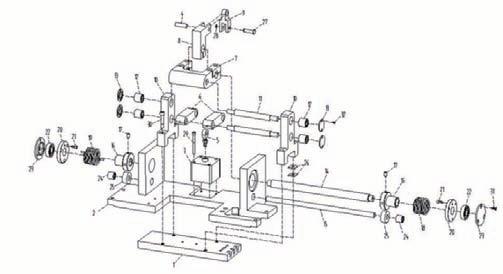
排空机构如图 7 所示,由 2 个伺服电机(图 8)经减速机驱动同步带轮,同步带与条烟通道挡板平齐,由皮带输送方式将条盒排空。当设备发生工作性停机或突发性停机达到停机预设值时,由 PLC 执行排空程序,气缸先驱动皮带排空部件闭合,然后由电机驱动皮带排空部件运转,当美容器内的条盒烟输送一个工位时,美容一次,再输送一个工位时,再美容一次,直到完全排空美容器内的条盒烟为止,皮带排空部件恢复到正常美容状态。当排空动作遇到开机时,PLC 优先执行正常美容程序。
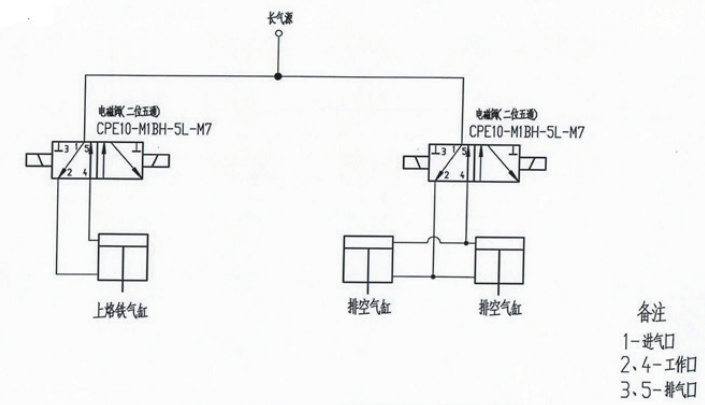
3.3 电气控制
电气控制原理图如图9 所示,气路控制原理图如图10 所示,电气控制系统由 PLC 控制器、二位五通电磁阀、伺服电机等组成,控制气路和电路驱动气缸自动完成条烟整形和排空等功能。生产过程中,由光电开关得到系统动作的脉冲信号,脉冲信号经过 PLC 控制二位五通电磁阀动作,从而驱动气缸动作,完成条烟整形和排空动作。其运动状态与原机同步,可以满足包装机组额定生产能力的要求。新式条烟整形美容装置程序有两种控制方式,MICRO 的设备可以由原机控制,并在 HMI 上设定温度,倍福的设备采用欧姆龙公司生产的 CP1E-N20DT-D(PLC)和三棱伺服系统控制器,需外挂一个小电控柜。
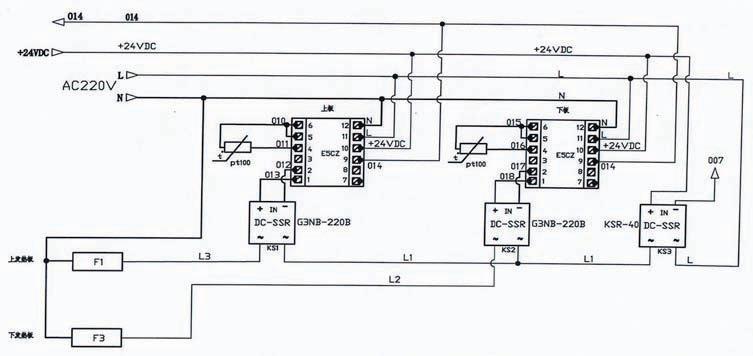
3.4 温度控制
系统采用欧姆龙温控模块、触摸屏、铂电阻 PT100和发热管 (220V*450W)进行加热控制。温控模块具有两个独立的控制回路,控制回路根据设置点(触摸屏上设定)独立加温,并通过自动调节功能控制发热管的振幅和周期,使得发热管温度保持稳定,从而达到最佳的温控效果。当铂电阻出现接触不良、断路以及烙热板温度失控时,加热回路断开,包装机组停车,避免烟包出现整形问题。温度设定根据具体品牌和辅料情况略有差异。
4、应用效果
4.1 实验设计
材料:芙蓉王(红宝石)、芙蓉王(硬)牌卷烟(常德卷烟厂提供)
设备:GDX2 包装机组(上海烟草机械有限责任公司)
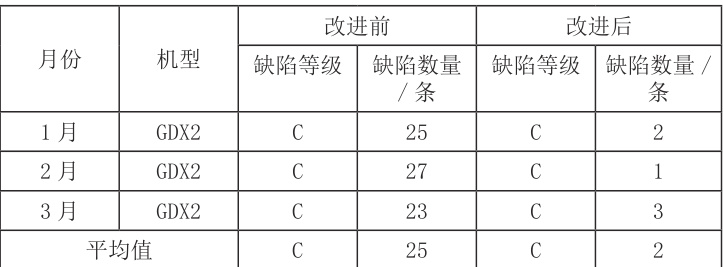
方法:在GDX2 包装机组安装调试完新式条烟整形美容装置后,设备按200条 /min生产速度运行,其中条烟单次美容时间为 0.7s,下烙铁温度设定为100∘C ,上烙铁板温度设定 85℃ -90℃,统计设备改进前后各三个月的设备运行情况,同时,根据工艺质量标准对条盒外观质量进行检测。
4.2 数据分析
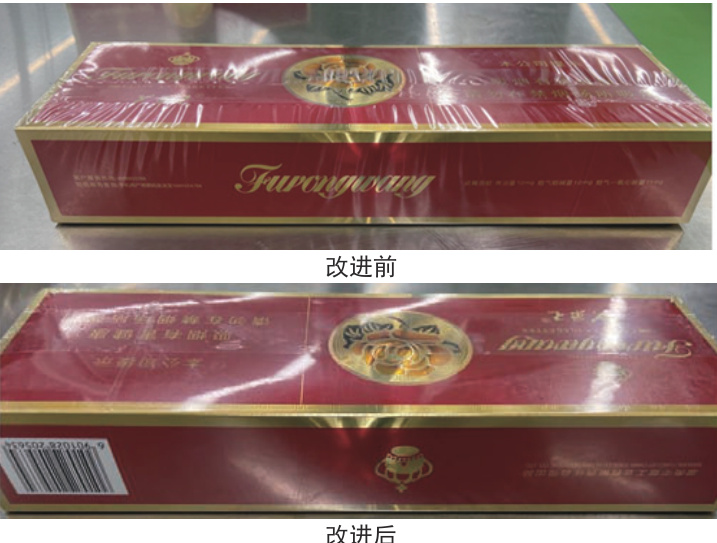
由表 1 可见,条盒外观质量主要是松散、皱褶等 C 类缺陷,重新设计开发的整形美容装置运行稳定,至今未出现维修故障,有效减少了条盒透明纸破损、皱折等质量缺陷,C 类缺陷样品数量大幅降低,条烟外观质量明显提升,改进前后芙蓉王(红宝石)条盒透明纸整形效果对比如图11 所示。
研制的新式条烟整形美容装置,集机、电、气于一体,按生产需求自动完成条烟整形和排空,有效解决了条盒透明纸包裹松弛,整形破损、堵塞等问题,该装置运行稳定,显著提升了产品外观质量和产品竞争力,同时降低了操作工的劳动强度和节约了大量材辅料消耗,带来显著经济效益。该装置推广应用前景广泛,目前已在GDX2/X1 上推广使用,并适用于各类品牌的生产。
参考文献:
[1] 廖艳培,侯明猷 . GDX2 包装机组小盒四面美容整形装置的改进 [J].烟草科技 , 2011(11): 27-29.
[2] 龙圣,廖艳培 . 异形烟包六面整形装置的设计 [J]. 烟草科技 .2015, 48(02): 96-98.
[3] 赵亮,周奎田. GDX2 包装机非接触式条包美容装置的设计与应用[J].包装工程 , 2013, 34(05): 64-68.
[4] 郭红广.FOCKE 小包透明纸整形器的应用与改进[J]. 科技致富向导,2009(14) :58.
[5] GB 5606.3-2005 卷 烟 第 3 部 分: 包 装、 卷 制 技 术 要 求 及 储 运[S]. GB5606.3-2005 Cigarettes Part 3: Technical requirements forpackaging,rolling,storage and transportation[S].
[6] 赵亮,周奎田. GDX2 包装机非接触式条包美容装置的设计与应用[J].包装工程 , 2013, 34(05): 64-68. ZHAO Liang, ZHOU Kuitian. Design andapplication of GDX2 packer non-contact package beautifying device[J].Packaging Engineering, 2013, 34(05): 64-68.
[7] 张纯旺,王海滨,李健,等. 软盒硬包卷烟透明纸包装技术探析[J].中国质量,2010(10) :94-95.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)