.jpg)
制丝烘梗丝设备出口水分相关性研究

王享誉 湛小溪 梁小丽
陕西中烟工业有限责任公司旬阳卷烟厂,陕西旬阳725700
制丝烘梗丝工序出口水分是决定卷烟产品质量稳定性的核心指标。本研究旨在深入分析影响出口水分的关键参数及其作用机制,为解决现有控制模式中出口水分波动大、标偏高以及实现稳定控制提供数据支持。
本研究以气流烘梗丝设备为对象,系统采集了包括入口水分、环境温湿度、设备工艺参数(如燃烧炉温度、控制水流量)等在内的59余项参数数据。综合运用相关性分析、专家指导与数据驱动等方法,首先将生产过程分为料头、料中、料尾三个阶段,进而探索出口水分标偏在各阶段的分布规律,根据其分布规律运用数据分析相关理论方法找出影响出口水分波动的重点因素。
本研究的目的是通过系统性的参数分析与建模,明确了烘梗丝出口水分的关键影响因素,所构建的智能控制策略为解决水分波动问题提供了有效的技术途径,对提升烟草制丝工艺的智能化水平和产品质量具有重要意义。
关键词:智能化,烘梗丝设备,参数分析
正文
1. 数据现状
本项目的数据基础来源于制丝线烘梗丝工序的实时监控与历史数据库系统。数据采集覆盖了从梗丝加料、STS 增温增湿到气流烘梗丝机的完整工艺流程,旨在全面捕捉影响出口水分的关键参数。
本研究共系统采集了与烘梗丝工序相关的 60 个关键数据点位,采集频率为 10 秒 / 次,积累了超过一年的连续生产历史数据,确保了数据在时间维度上的连续性与分析可靠性。数据内容包括的采集数据点可归纳为以下几大类:
批次与品牌信息:包括批次号、牌号、牌号名称等,用于数据的分批与分类分析。
前序工序参数:主要包括梗丝加料机出口水分的控制量、过程值与设定值,以及其出口温度的相关参数,反映了来料的基本状态。
流量与重量信息: 来自电子秤 GS149 的瞬时流量、设定流量和累计重量,是监控喂料稳定性的核心指标。
水分仪数据: 分布于工序关键节点,包括电子秤后水分仪、STS前水分仪、烘梗丝机入口和出口水分仪数据,直接反映了物料水分的变化轨迹。
环境参数: 采集了切梗丝区域和烘梗丝区域的环境温度和湿度数据,用于评估环境对生产过程的影响。
烘梗丝机核心工艺参数:构成了数据集的主体,包括但不限于:
温度参数: 热风温度、回风温度、进风温度、燃烧炉实际 / 设定温度等。
流量与压力参数: 工艺气体流量、蒸汽流量、控制水流量、工艺水压力、进料点负压等。
控制回路参数: 各类PID 控制回路如引射蒸汽压力、进料点负压、蒸汽流量、控制水流量等的控制量、过程值和设定值。
其他状态参数: 如含氧量、排潮风门开度等。
设备状态信号: 如计量管的 4 个光电管状态信号,用于判断料位区间。
数据原始数据通过工厂 OPC 系统采集,在进行分析前,已进行了包括数据清洗、异常值处理、缺失值插补以及时间戳对齐等预处理步骤,保证了后续数据分析与建模的准确性与有效性。
该数据集多维、高频的特点,为从宏观批次规律到微观瞬时波动等多个层面深入研究出口水分参数提供了坚实的数据基础。
2. 数据分析过程及结果
本研究首先对整个批次的标偏分布情况进行分析,由于每个批次的时间不相同,采用时间区间的方式进行统计,将每一个批次的料中段按时间划分为10 个区间,第一个区间为 0%~10% ,第二个区间为 10% ~ 20% ,以此类推,统计各个区间内的出口水分标偏如下图:
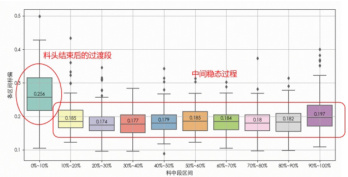
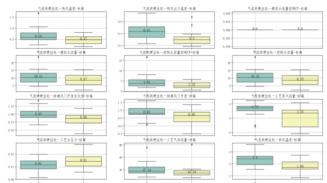
通过分析发现要想要降低批次整体的水分标偏,每个区间均有待优化,尤其是在料头过渡段( 0%~10% )。同时确定影响气流烘梗丝工序出口水分稳定性的关键变量是建模分析的基础,可以通过专家指导和数据驱动相结合的方式。专家指导主要是选取影响变量和评分变量的权重,并形成交叉复检机制;数据驱动的方法是计算影响变量和出口水分在数据上的关联关系,可以使用协方差矩阵、相关系数、回归分析、信息熵和互信息等方法进行计算。下面进一步分析各项关键指标和出口水分标偏之间的关系,同样按照批次标偏排名靠前和靠后进行分组,统计51 项参数指标的标偏在这两个组里的分布情况,如下图所示,每张图上左侧墨绿色为批次标偏排名靠后的“差”批次,右侧淡黄色为批次标偏排名靠前的“好”批次,部分对比图如下:
通过数据对比分析,筛除一系列数据有误、异常值过多、两组之间差异非常小等情况,剩余 17 个参数变量进行下一步相关性分析。采用Person 相关系数计算参数之间的相关性,形成相关系数矩阵。根据相关性分析结果,选取和出口水分标偏相关性较高的参数变量,作为建模的备选特征,同时和工艺专家确认这些参数,避免参数之间的互相关性影响。对关键的参数进行相关性分析,形成相关系数矩阵:

3. 分析结果
据相关性分析结果,与出口水分标偏相关性较高的变量参数有:入口水分、电子秤后水分、控制水流量设定值、环境温度、电子秤前皮带频率和电子秤的频率。其中电子秤前皮带频率和电子秤的频率是保证喂料流量稳定的关键,喂料流量稳定也可以使得入口水分稳定。另一方面,入口水分、电子秤后水分和环境温度是不可控因素,可以通过烘梗丝机的控制水流量进行调控补偿。因此,后续分析研究的重点有两项,分别为烘梗丝前序的喂料流量和烘丝机的加水流量。
结语
本研究以制丝烘梗丝工序为对象,聚焦于出口水分这一关键质量指标,通过系统性的数据采集、处理与分析,深入探究了影响其稳定性的核心参数,本研究的重要价值在于将复杂的生产过程转化为可量化、可分析的数据问题,揭示了传统控制模式中难以察觉的参数耦合关系与波动规律。研究成果为烟草企业提升烘梗丝工序的智能化控制水平提供了明确的优化方向与数据支撑,对降低质量波动、减少物料消耗、提升产品一致性具有一定意义。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)