.jpg)
弹簧的材料和成型工艺

张厚芹 陈丽萍 朱小花
博世电动工具(中国)有限公司 浙江省杭州 310052
引言:
弹簧是通过弹性变形吸收外力并恢复原状的弹性元件,其核心功能包括缓冲减震、储能恢复、控制运动等等。自工业革命以来,弹簧的设计和材料不断革新,实现的应用技术的飞速进步。
1. 弹簧的类型
1.1 弹簧依功能区分:
压缩弹簧: 抵抗轴向压力拉伸弹簧:承受轴向拉力扭转弹簧:通过扭转力矩工作涡卷弹簧:通过材料扭转
1.2 弹簧依形状来分:
① 圆柱型:圆形截面弹簧、矩形截面弹簧、不等节距弹簧 、多股弹簧、拉伸弹簧、扭转弹簧② 非圆柱型:塔簧、截锥涡卷弹簧 、中凹弹簧、中凸弹簧、组合弹簧、非圆形弹簧③ 其它类型弹簧:扭杆弹簧、蝶形弹簧、环形弹簧、片弹簧、多板弹簧、膜片弹簧、压力管弹簧、橡胶弹簧、空气弹簧
2. 弹簧的材料
弹簧的制造材料的选择要根据弹簧的性能、寿命、和应用范围进行选取材料,
常用的有碳钢、合金钢、不锈钢(耐腐蚀& 食品级)特殊合金(极端环境、镍合金 Inconel718、铜合金 C17200、钛合金 Ti-6AL-4V)
碳素弹簧钢 60、70、72A、80、82B、85、65Mn、70Mn、T9A、T8MnA
3. 弹簧的主要功能:
① 缓冲或减振,如破碎机的支承弹簧和车辆的悬架弹簧等② 机械的储能,如钟表和自动控制机构上的原动弹簧③ 控制运动,如气门、离合器、制动器和各种调节器上的弹簧④ 测力装置,如弹簧秤和动力计上的弹簧
4. 弹簧选材的原则是:a. 满足功能要求,b. 满足强度要求,c. 考虑经济性。
碳钢具有成本低,加工容易、但耐腐蚀性差、需要经过表面处理(如镀锌或磷化)
合金钢比碳钢具有更高的强度、任性和耐热性,但成品较高。
常用的材质有碳素钢线(SWC)、不锈钢线(SUS)、琴钢线(SWP-A/B)、镀镍线(SWIC)、镀锌线(Zn-SWC)、磷铜线(PBW( 磷青铜线 C5191))、合金弹簧钢丝(55CrSi(GB/T 18983)/SWOSC-V(JIS G3561))
5. 弹簧的工艺:
5.1 冷加工→直接将棒材或者钢丝卷制成型,一般用于较小的弹簧。
① 螺旋压缩弹簧:绕制成型——去应力退货——两断面磨削——(抛丸)——(校整)——(去应力退火)——立定或强压处理——表面防腐处理—包装② 螺旋拉伸弹簧 / 螺旋扭转弹簧:绕制成型——去应力退货——立定处理——表面防腐处理——包装
5.2 热加工→ 先将棒材或钢丝退火,再进行卷制成型,然后还要淬火和中温回火,大部分还要经过淬铅处理。
5.3 常见工艺:抛丸
改善了金属零件的表面状态及性能,尤其能够显著地提高零件的屈服强度和耐疲劳性,从而有效地延长其使用寿命
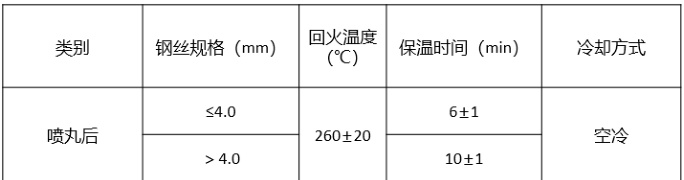
在任何情况下都应避免喷丸工艺对表面粗糙度引起明显的增高。
回火可以使金属材料的晶粒重新长大并均匀分布 , 从而提高材料的韧性和延展性。此外,回火还可以消除喷丸过程中产生的应力集中区域 , 减少材料的应力腐蚀敏感性, 提高其耐腐蚀性能
5.4 立定或压强处理:
弹簧在理想的情况下应符合胡克定律,即在弹性范围内应力和应变呈直线关系。但由于实际弹簧钢是多相多晶体材料,存在成分、组织、弹性等特性的不一致性,在弹性范围内应力和应变偏离直线关系 , 这称之为弹性不完整性或滞弹性。弹簧回火后进行稳定化处理可以减少弹性不完整性,在现场一般将稳定化处理称为立定处理。
对压缩弹簧,是把弹簧压缩到工作极限高度或并紧高度数次;对拉伸弹簧,是把弹簧长度拉至工作极限长度数次;对扭转弹簧,是把弹簧顺工作方向扭转至工作极限扭转角数次。如此作用 7 次之后,弹簧将趋于稳定,现场操作,一般取 3 -5 次。强压处理对弹簧也有稳定化的作用。
5.5 表面防腐处理:
5.5.1 化学保护层:
① 氧化处理(也称发蓝或发黑):碱性氧化法(膜厚约为 0.6-2um )、无碱性法、电解氧化法② 磷化处理(膜厚约为 5~15um 、抗腐蚀能力也远远超氧化处理、缺点是硬度低有脆性、弯曲变形 180∘ 容易出现裂痕要进行去氢处理)
5.5.2 金属保护层:
镀锌 / 镀铬:去油 / 去锈、电镀(推荐膜厚在 6-24um. )、去氢处理(200-215℃ /1-2H 或 2H 以上)
5.5.3 非金属保护层:
① 浸涂法:生产效率高,油漆发挥快、且含有重质颜料以及双组份漆料不宜使用、油漆膜不够平整、易产生上薄下厚、边缘流挂的现象② 喷涂法:功效高、施工方便、适应力强、且漆厚比较均匀、平整、光滑,有效利用率仅为 70%~80% 左右、溶剂挥发快、损耗大、还容易造成环境污染③ 静电喷涂法 适宜流水线作业、产品品质好、漆膜厚度均匀、附着力好5.5.4 暂时性保护层:常用的暂时性保护层有浸蜡、涂防锈油、包防锈纸或可剥性塑料等
6. 弹簧理论计算:
理论寿命校核系数τmax/σb :
① 压簧和拉簧 τmax/σb ⩽0.45 , τ max/σ b=0.45 是不产生永久变形的极限值② 扭簧 τmax/σ )⩽0.70 ,τmax/ Ib=0,70 是不产生永久变形的极限值弹簧主要参数:① 材质,规格② 总圈、效圈、旋向、自由长③ 力值要求④ 两端端面要求(如闭合端磨,闭合不端磨等,主要针对压簧)⑤ 表面处理要求⑥ 寿命要求
7. 结论:
弹簧作为基础机械元件,其设计与应用持续推动工程创新。未来,材料科学与制造技术的进步将进一步拓展弹簧的功能边界。
参考文献
GB/T 1239.6------92
[1]ISO 2768 一般为车制与冲压产品的未注公差标准
[2]GB 1239-1、2一般为螺旋压缩弹簧及拉伸簧的检测要求及标准
.jpg)
.jpg)
.jpg)
.jpg)