.jpg)
全自动特气柜设计及安装研究

何康
上海弗克自动化技术有限公司 上海 201111
前言:在智能设备飞速发展的进程中,全自动特气柜步入人们的视野,积极借鉴智能化技术设计并安装与危险性气体存储要求相符合的全自动特气柜,是保障易燃易爆、腐蚀性、毒性等危险性气体安全稳定供应的关键。作为危险性气体供应体系的重要组成部分,特气柜面临的设计要求持续提升,越来越多学者开始研究特气柜的设计与应用。如李波(2022)根据半导体芯片产业对特种气体安全性和纯度提出的要求,阐述化合物半导体芯片工艺线的特种气体系统的重要组成部分——特种气体柜,明确特种气体柜的功能和用途 [1]。徐运涛(2022)立足不同类别气体充装及储存要求,提出基于重点监管危险化学品 HAZOP 分析的设计方案,为特种气体安全储存提供支持 [2]。相关成果为本次关于 2022SZ Fab5 世界之窗项目厂务 ESG 系统工程的研究提供参考。但是,现有研究多建立在特种气体安全存储的基础上,尚未涉及全自动特气柜的设计与安装。因此,本研究结合已有工程,创新探索自动化技术在特气柜中的应用,打造人力成本更低、安装维护更加便捷的全自动特气柜。
1 全自动特气柜的优点
全自动特气柜是实现易燃性、腐蚀性、毒性气体的持续大流量不间断安全供应的装置,装置应用优点见图1。
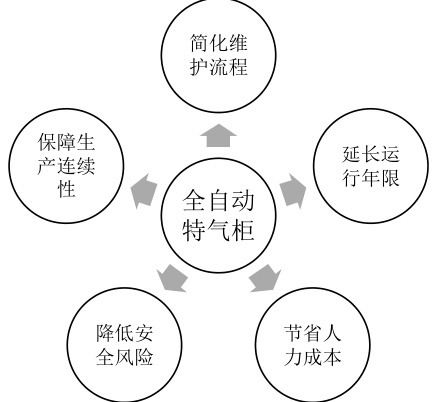
由图1 可知,全自动特气柜的优点众多,兼具自动切换、自动吹扫等功能,可以保障生产连续进行。同时,全自动特气柜整合压力传感器、温度传感器、烟雾传感器、火焰传感器、气动阀等装置,实现紧急情况下的自动安全切断,降低安全风险 [3]。全自动特气柜采用 OMRON PLC(Omron Programmable Logic Controller,欧姆龙紧凑型可编程逻辑控制器)控制,经 PROFACE 触控屏实现人机交互,在节省人力成本的同时简化维护流程,提高维护实效,延长运行年限,满足生产作业对特种气体连续大流量供给与高纯度要求。
2 全自动特气柜设计要点
在 2022SZ Fab5 世界之窗项目厂务 ESG 系统工程中,PLC 模块是全自动特气柜设计的重点,也是难点。根据全自动特气柜的自动化控制要求,可选择适宜的 PLC 模块 [4]。本工程选择 CJ2M-CPU33 系列型PLC,结构见图2。
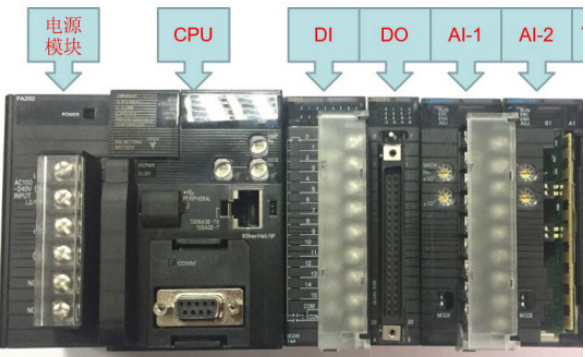
图2 全自动特气柜PLC 结构
由图 2 可知,全自动特气柜所选 CJ2M-CPU33 系列型 PLC 模块由电源模块、CPU(Central Processing Unit,中央处理器)、DI(Digital Input,数字输入)、DO(Digital Output,数字输出)、AI(Analog Input,模拟输入)-1、AI-2 等构成。其中,数字信号输入为16 点,数字信号输出为16/32 点,模拟量输入则为4/8 点。
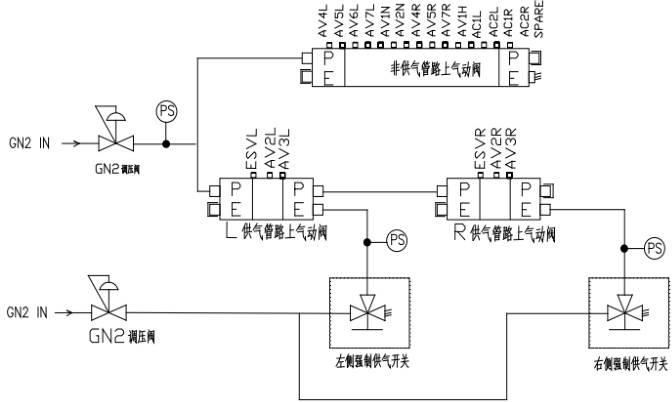
在PLC 模块选择的基础上,应进行全自动特气柜新增功能的配置。即在手动吹扫、手动操作阀门、系统设定 5 级密码权限、供气模式下双瓶自动切换、报警参数设置、紧急切换开关、高温喷淋、设备运行状态输出等功能的基础上,配置双电源冗余、一键强供、自动吹扫等功能 [5]。其中,双电源冗余功能配置设计思路是在一路电源出现故障后,自动输出报警并启动另外一路电源供应全自动特气柜,确保全自动特气柜持续运行;一键强供设计电路图见图3。
由图 3 可知,全自动特气柜左盘面、右盘面 Process 管路电磁阀独立运行,在设备出现异常后,允许将控制面板上强制供气开关拨到“ON”位置,驱动气动阀气源促使特种气体逆向进入对应电磁阀底座排放点。全自动特气柜自动吹扫设计要点局部见表1。
表1 全自动特气柜自动吹扫设计要点(局部)
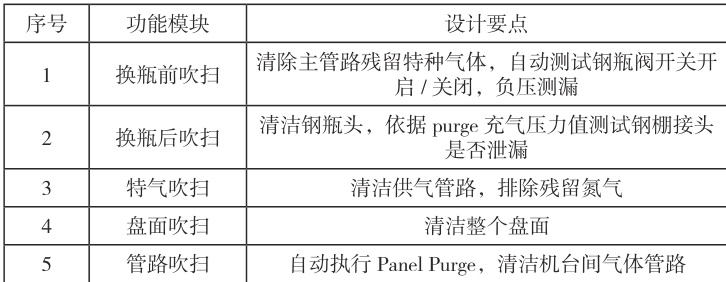
由表1 可知,把控多个自动吹扫功能模块,实现全自动特气柜自动吹扫功能。
3 全自动特气柜安装实践
3.1 明确安装流程
明确安装流程是全自动特气柜安装作业有条不紊推进的保障。根据2022SZ Fab5 世界之窗项目厂务ESG 系统工程内容,考虑机械部分、电气部分安装要求,梳理安装流程见图4。

图4 全自动特气柜安装流程
由图4 可知,全自动特气柜安装涉及拆除包装、移动设备到安装位置、连接气体管路、置换清洗与质量测试、连接动力电缆与控制电源、试操作等几个环节。其中,在拆除包装后,需要检查全自动特气柜外观,确保外部包装物破损、碰撞等问题;而气体管路连接后的质量测试包括保压测试、氧分析、水分析、氦测漏、颗粒分析等。
3.2 安装环境要求
全自动特气柜对运行环境温湿度、通风、光照等具有较高要求,后期安装维护也对环境空间大小具有一定要求,局部见表2。
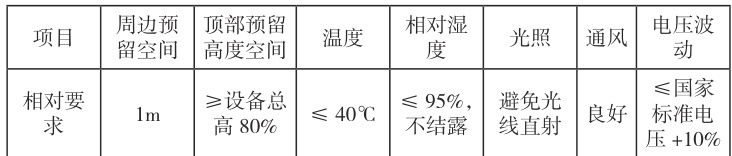
由表 2 可知,全自动特气柜安装环境应满足温度不超过 40℃,相对湿度不超过 95% ,四周预留 1m 空间等要求。同时,在全自动特气柜长、宽、高分别为 750mm、550mm、2240mm 的情况下,安装空间长、宽分别应达到 1750mm 以上、1550mm 以上,顶部高度预留不少于 1792mm。确定安装环境达标后,将全自动特气柜移动到安装环境,设备下方地板钻孔并利用3/8″膨胀螺丝固定,确保全自动特气柜维持水平稳定状态。
3.3 连接气体管路
面对全自动特气柜全部气体管路,在连接设备门开关的基础上,借助 F-VCR 或 NPT、焊接、法兰卡套等连接方式,进行逐一连接,确保全自动特气柜操作、维护作业顺利开展。不同规格、材质气体管路的连接方式局部见表3。
表3 全自动特气柜气体管路的连接方式(局部)
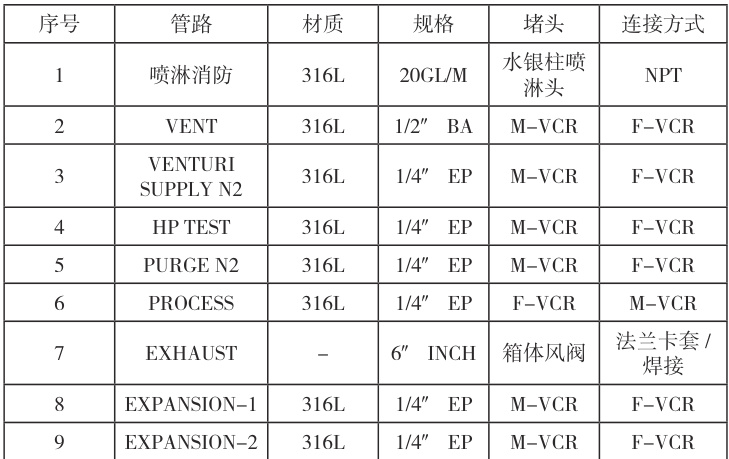
由表3 可知,VCR(Vacuum Coupling Retainer)连接方式较为常用,VCR 连接操作主要是在全自动特气柜气体管路端头毛刺或异物预处理的基础上,借助无尘油性记号笔将标记设置在需连接两气体管路端部安装位置,将金属垫片卡到含外螺纹螺母的 F-VCR(或 M-VCR)接管上,调整连接器,利用扭矩扳手(或电动扳手)均匀用力,一般镍/ 不锈钢材料接头需锁紧1/8 圈,铜材料则需锁紧1/4 圈,根据设定力矩交替收紧外螺纹螺栓。
NPT(National Pipe Thread)连接是 60 度圆锥螺纹连接方式,在喷淋消防管连接前需要将 1/4 尺寸螺纹塞规旋入螺纹,观察基准面,确保螺口端面合格后,顺着喷淋消防 接头螺纹方向缠绕 2 ~ 3 圈生料带,从螺纹末端数 4 ~ 5 圈并做标记,用手自然旋合到接头标记为止,借助扳手继续旋紧 0.35 ~ 0.75 圈,确保喷淋消防管连接紧密度。
根据全自动特气柜气体管路防爆要求,EXHAUST 连接方式选择法兰卡套连接。在清除 EXHAUST 管路连接端毛刺、刮痕、凹陷、凸起并将端面切割为 90°的情况下,将提前准备匹配卡套完全插入 EXHAUST 管连接端,确保前卡套、管路对齐。对齐后,逐步拧紧螺母,促使卡套沿着轴向推进,分阶段紧固,持续压缩密封环,最终在螺母与连接端标注 1/4″ EP 位置停止。卡套安装完毕后,将卡箍套入 EXHAUST 管外周边缘,将橡胶垫衬入 EXHAUST 管内外壁,利用四点定位螺栓后锁紧,锁紧后,松开一处锁紧螺栓并尝试压紧卡箍外构件,拴紧对策螺栓,完成EXHAUST 管连接的密封固定。
3.4 电路安装要点
在气体管路连接后,在适宜环境内,由持有执业资格证的电气专业人员根据全自动特气柜设计电路图(见图 5)利用牢固的压线钳,从用户配电箱引出全自动特气柜的动力线缆,将外部电源进线单相、零线分别与进线端子相连,确保电源侧零线与零线端子排接、负荷侧零线由分开关接口接入[6]。利用同样的方法,连接导线与接线接头、地线与进线地排,地线可单独引出,也可与零线合并后接入接线端子排的地线、中心线。全程遵循牢固、可靠的原则,确保连接准确。
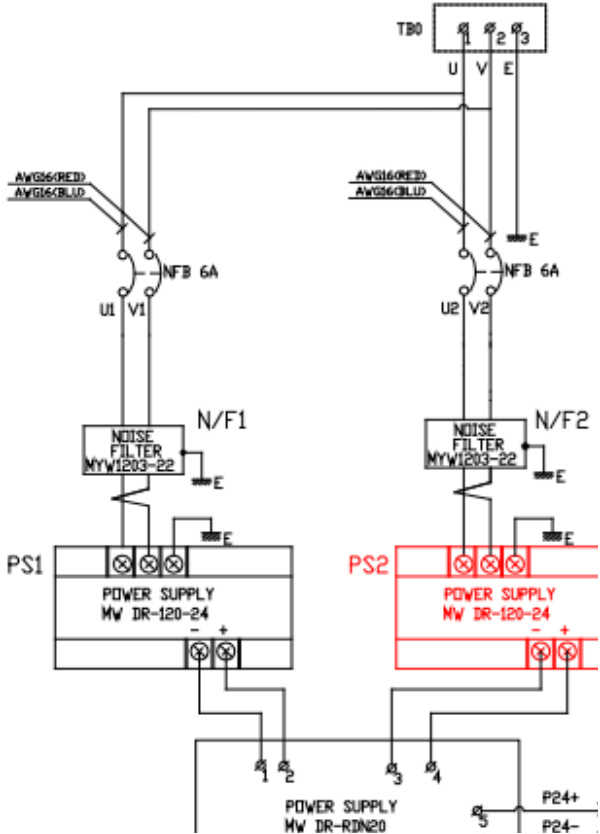
需要注意的是,因全自动特气柜的柜体与控制端为整体设计,应整体牢固连接设备与进线地线,促使全自动特气柜整体与大地等电位 [7]。一般全自动特气柜进线电源遵循 5 线制(三相火线 + 零线 + 地线),可直接将全自动特气柜外壳利用铜线与接地母线相连。在无接地母线的情况下,在全自动特气柜外围,利用 2m 长角铁打设接地桩(1500mm 以内),利用镀锌扁铁串联焊接接地桩,最终将接地桩与全自动特气柜外壳相连,确保接地电阻在4Ω 以内。
3.5 安装完成检查
安装完成后,接入 AC(100 ~ 240V)(50 ~ 60Hz)电源,进行全自动特气柜的外观、工艺与系统检查[8]。检查程序见图6,检查结果见表 4。
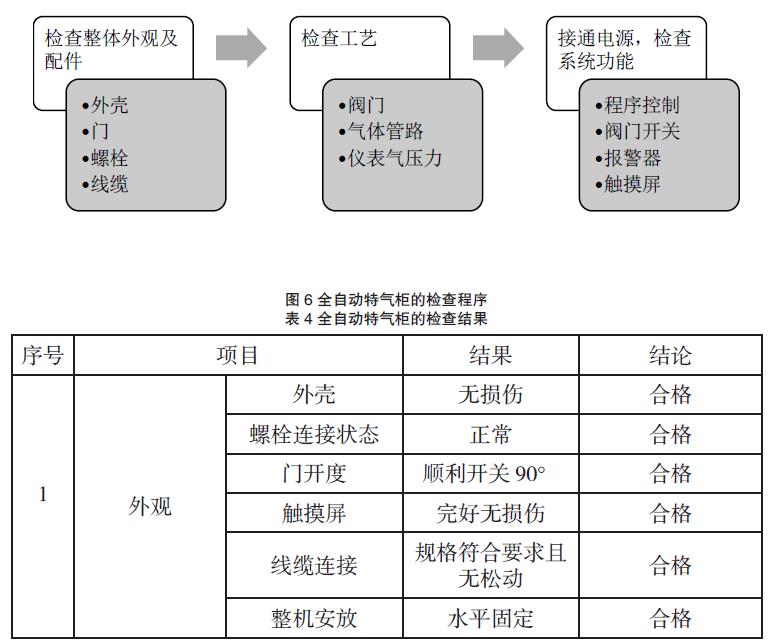

由表4 可知,全自动特气柜的外观完好无损伤,工艺正常,系统功能合格,达到2022SZ Fab5 世界之窗项目厂务ESG 系统工程要求。表明全自动特气柜的安装工艺具有较大的推广应用空间。
4 结语
综上所述,在特种气体储存要求持续提升的背景下,现有特气柜无法满足低成本、高度安全、简化操作的要求。因此,本文聚焦2022SZ Fab5 世界之窗项目厂务 ESG 系统工程,以全自动特气柜为对象,分析全自动特气柜的优点与设计要点,探索全自动特气柜安装实践过程,顺利完成全自动特气柜的安装与检查。未来,将进一步探索全自动特气柜联动特种气体充装设施设备,助力特种气体充装与储存一体化、智能化,形成特种气体安全、高效供应链。
参考文献:
[1] 李波, 朱延超. 化合物半导体芯片工艺线的特种气体供应系统探讨[J]. 电子工业专用设备,2022,51(02):1-4.
[2] 徐运涛 , 吴荣鑫 , 孙贤伟 , 等 . 特种气体充装工厂安全设计要点 [J]. 山东化工 ,2022,51(14):177-179.
[3] 曹文林 . 半导体行业特种气体气源柜研发及应用 [J]. 化工设计通讯 ,2021,47(02):27-28.
[4] 栾冰聪 , 吕玮 . 基于 PLC 的低压焦炉煤气燃烧器温度 PID 控制方法 [J]. 自动化应用 ,2025,66(09):41-43.
[5] 王晓飞 , 王圣昌 , 张刚 . 提升变电站 SF6 气体充装效率的技术改进与实践 [J]. 大众科技 ,2025,27(02):87-90.
[6] 黄亮亮 . 布线工艺中的电器电路布线关键技术与质量控制 [J]. 轻工业 ,2023,53(02):120-123.
[7] 陈丛妍 . 七氟丙烷气体灭火系统施工质量控制分析 [J]. 工程质量 ,2023,41(09):60-62.
[8] 屈展 , 李康 , 刘鸿瑾 , 等 . 基于改进型 SAT 求解器算法的组合电路等价性检查研究 [J]. 微电子学 ,2023,53(01):109-114.
作者简介:
何康:1989.08,大专,张家界航空工业职业技术学院,电气自动化技术专业。
.jpg)
.jpg)
.jpg)
.jpg)