.jpg)
片烟回透率影响因素分析及改进

李清振
河南中烟有限责任公司驻马店卷烟厂河南驻马店463000
1 存在问题
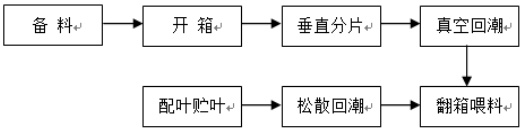
真空回潮工序是制丝生产线叶片处理工段上的关键工序,其工艺任务是增加片烟的含水率和温度,使烟叶柔软,易于松散,提高烟片的耐加工性,改善烟叶的感官质量,其较低的叶片回透率及水分稳定性影响到后续各工序的加工质量。叶片段工艺流程图如图1-1。
之前通过降低真空回潮冷却水温度、在回潮箱体筒下方增加加水喷嘴等措施对其改进,效果虽有一定改善,但随着时间的积累,回潮效果又逐渐回落。为此,我们致力于通过现状分析及质量改进来提高片烟回透率,使之满足工序加工要求。
图1-1 叶片段工艺流程图
2 原因分析
真空回潮机主要由抽真空系统、增湿系统和压缩空气系统等组成。根据叶片段工艺流程和真空回潮机工作原理,我们从人、机、料、法、环五个方面,对影响片烟回透率的因素进行分析,根据末端因素对所分析问题影响程度的大小,找出影响问题的主要原因:
(1)当前所用片烟插分机为一次三叉四分,平均宽度为 64cm 的烟包理论上分片厚度为16cm,但由于原料箱不均匀导致烟包不能平均插分,有些单片厚度超过20cm,极易导致后续真空回潮工序回潮不充分现象。
(2)真空回潮机B 箱生产过程中多次出现抽真空时达不到设定真空度的现象,经过跟踪排查,发现是由于真空阀开合不到位造成的,抽真空效果不好导致包芯片烟回不透。
(3)冷却水循环系统冷凝水厢为两个独立水箱,在抽空过程中由于蒸汽压力、抽空时间影响造成两箱内水位高低不一致,排水时经常会出现一个管道有水,另一个管道抽出空气的现象,造成排水泵排水困难,影响抽真空效果,进而影响片烟回透率。
3 改进方法
根据上述分析,经论证提出改进方案:一是将片烟一插四分调整为二插六分;二是加装真空回潮机气动阀门到位显示装置;三是加装平衡水位装置,提升冷却水排水效率。具体实施如下:
(1)将原来的一插四分调整为为二插六分
通过调整气缸位置,并调整电控程序,将原来的一插四分调整为为二插六分。经过二插六分,烟片厚度明显降低,单片厚度均低于14cm。
(2)加装真空回潮机气动阀门到位显示装置
在真空回潮机B 箱上加装一套气动阀门到位显示装置,铺设PA 网线至主控制屏,编写阀门打开不到位及关闭不到位报警程序,如图 3-3 所示。一旦某个阀门开合不到位就产生报警信号,便于操作人员及时处理,保证抽真空度效果达到工艺技术要求。
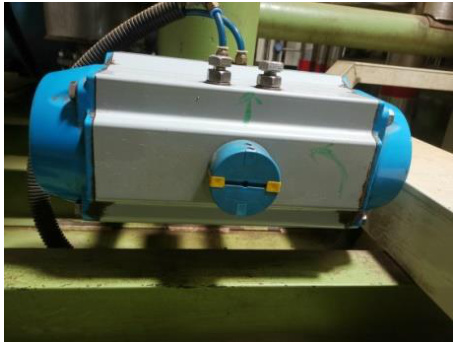
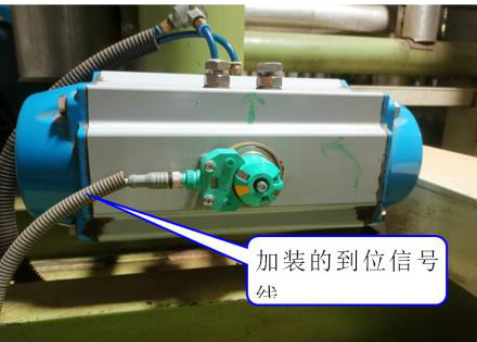
图3-1 改造前后气动阀门
(3)加装平衡水位装置,提升冷却水排水效率。
为提高水箱排水效率,在两冷却水水箱之间加装连通器。在一二号水箱下部选定位置开孔,加装不锈钢连接管道,在管道中间加装气动蝶阀,由气动阀岛实施控制,控制程序设定为任一水箱液位计液位检测值超过 50cm时,水箱平衡阀自动打开,通过管道连通水箱平衡两厢内水位,利于顺利排出箱内冷凝水。如图3-3 所示

图3-3 平衡冷却水水位装置在采取改进措施的同时,对真空回潮影响叶片回透率和含水率的关键参数进行了优化。将真空回潮参数加潮水真空度由 30 Kpa 调整为 40 Kpa;保压时间由 130s 调整为 140S。
4 应用效果
上述措施实施后,我们对生产的不同规格卷烟真空回潮片烟回透率进行了跟踪测试。结果表明,真空回潮片烟回透率平均由改进前的96.71%提高到98.40%,效果明显,为后续各工序精细化加工创造了有利条件。
参考文献
[1]国家烟草专卖局. 卷烟工艺规范[M].北京:中央文献出版社,2003.
[2]初嘉鹏、贺凤宝主编.《机械设计基础》[M].北京:中国计量出版社,2002.3.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)