.jpg)
浅析叔丁醇水合工艺运行优化

王悦菲
山东齐胜工贸股份有限公司 山东省淄博市 255400
1、概述
现有一套年产 3000 吨叔丁醇生产装置。该装置以混合 C4 为原料在树脂催化剂作用下与工艺水进行水合反应生产质量分数为 85% 的叔丁醇产品。
齐胜公司叔丁醇生产装置采用连续化生产工艺,主要工艺流程包括水合反应单元、脱碳四单元、叔丁醇精制单元等三个主要单元。其中水合反应单元是叔丁醇装置的核心单元,水合反应器是关键设备,反应床为立式固定床内装树脂催化剂。
2、叔丁醇装置运行优化探讨
齐胜公司叔丁醇生产装置采用直接水合生产工艺。该工艺由两个互不相容的液相在强酸性离子交换树脂催化剂固体颗粒间进行反应,属液 - 液 - 固三相反应系统。混合 C4 中异丁烯与工艺水反应直接生成叔丁醇产品,应方程式如下:
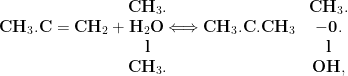
混合 C4 中除含有异丁烯组分外还含有其他碳四组分,因此在生产过程中除以上我们希望发生的主反应外,同时还会有其他副反应发生。
由于混合C4 中其他组分的存在,因此在生产过程中还会有副反应产物产生,例如仲丁醇、二聚物等副产品。这些副反应产物除了会影响产品的质量,还会影响催化剂的使用寿命。因此应尽可能减少副产物的产生,多产出叔丁醇目标产品,提高叔丁醇的转化率。
水合反应单元是叔丁醇生产装置的核心单元,树脂催化剂是水合反应的核心影响因素,因此当选定某一型号树脂催化剂时,应根据催化剂的特性来确定叔丁醇生产装置的最佳操作条件。
本文通过对叔丁醇生产装置核心单元的关键因素进行研究。寻求较为合理的生产工艺参数,以期达到较好的异丁烯转化率,降低副反应产物,优化生产,提高生产装置的经济性目的。
2.1 反应温度对催化剂转化率的影响
水合反应器是叔丁醇生产装置的核心设备,直接决定着叔丁醇产品的质量和收率。而反应温度又是水合反应器最直接的调节手段,是最能体现反应运行的工艺参数。
反应温度对异丁烯的转化率和叔丁醇的选择性有较大影响,一般随着反应温度的升高异丁烯的转化率会逐渐提升。通过对反应温度的考察,选择较适宜的反应温,保证生产装置的高效平稳运行。下表为反应压力为 1.4MPa,水烃比为 1.1,增溶剂浓度为 0. 9% 时,反应温度对叔丁醇生产装置异丁烯转化率和副反应产物的影响。
1. 异丁烯转化率随反应器底部温度升高而上升,之后随着温度的升高,异丁烯转化率开始趋于平稳,即使温度再提升,转化率也不会有太多的增加,而且还增加能耗。较适宜的反应温度为60-75℃
2. 副反应产物随着反应温度升高而逐渐降低,当反应温度在70-75℃之间,副产物占比较少。
反应温度是影响化学反应进程的关键因素,混合碳四中异丁烯与工艺水进行水合反应需要在一定的温度下才能高效进行,若温度过低会使反应活性降低,反应进行不充分,影响整体反应效率,反之温度过高对异丁烯转化率提升不大。而根据查阅的相关资料显示,当温度超过80℃时正丁烯会发生显著的水合反应,生产一定量的副产物仲丁醇。而且温度过高会破坏树脂催化剂结构缩短其使用寿命, 所以需要精准控制反应温度。
2.2 反应压力对催化剂转化率的影响
水合反应器压力是影响化学反应进程的关键因素。在一定的温度和压力下,异丁烯与工艺水在催化剂的存在下会反应生成叔丁醇。同时较高的压力还会抑制副反应的发生,提高异丁烯的转化率。选取反应器温度为 66-68℃之间,水烃比为1.1,增溶剂浓度为0.9% 时,对反应器压力与转化率的关系进行研究,
1. 异丁烯的转化率随着反应压力的升高逐渐升高,当压力继续升高时,异丁烯转化率升高到一定值后趋于平稳,甚至降低;
2. 反应压力的升高能在一定程度上抑制副反应的发生,但生产装置的能耗开始显著增加,因此反应压力应取一个较为合理的操作区间;
3. 反应压力取 1.3-1.5MPa 较为适宜;
2.3 增溶剂浓度对催化剂转化率的影响
在生产过程中,由于水和异丁烯的相溶性很差(互溶度 ⟨0.01% ),因此在生产过程中须加入增溶剂来构建均相反应体系。作为关键工艺参数,增溶剂浓度不仅直接影响两相间的传质效率,更通过对反应微环境的调控成为决定装置转化率的核心因素之一。
增溶剂浓度在叔丁醇生产过程中起着关键作用,他能够使混合 C4 和水形成均匀混合的液相体系,极大地促进异丁烯与水的接触和反应,从而显著提高异丁烯转化率,同时有效抑制烯烃聚合反应的发生,提高叔丁醇产率,延长催化剂寿命。下表为反应压力为 1.4MPa,水烃比为 1.1,温度为 66-68℃之间时,增溶剂浓度对异丁烯转化率和副反应产物的影响。
1. 异丁烯转化率随增溶剂浓度增加而增加,当增溶剂浓度在 1.0-1.05% 时,转化率上升至36% 左右后,随着增溶剂浓度的增加转化率趋于平稳,不再上升;
2. 在增溶剂低浓度时副反应产物更容易产生,当增溶剂浓度增加时副反应产物随之减少;
3. 增溶剂的最佳浓度在1% 左右;
2.4 水烃比对催化剂转化率的影响
水烃比为混合碳四与工艺水的质量比,作为化学反应的重要控制参数,对叔丁醇生产有着重要影响。通过异丁烯与工艺水在酸性树脂中的亲电加成作用,生成目标产物叔丁醇。选择适宜的水烃比能够有效推动水合反应的正向进行。当水烃比过低时,会导致大量液化气剩余,剩余的异丁烯在催化剂作用下发生自聚反应,生成二聚产物,进而污染催化剂,缩短其使用寿命 , 所以需要精准控制水烃比。反应压力取 1.4MPa,水烃比取 1.1,温度为 66-68℃时,水烃比对异丁烯转化率的影响。
1. 通过异丁烯转化率和水烃比之间研究,发现随这水烃比的增加异丁烯转化率增大,当水烃比继续增加时,异丁烯转化率趋于平稳或小幅下降;
2. 当水烃比 <1 时,副产物随增溶剂浓度增加而增加,当水烃比 ⩾1 时副产物被很好地抑制;
通过以上数据我们发现,随着水烃比的增加,异丁烯转化率增大,而且副反应产物也得到了较好的抑制。但也不能将水烃比选得过大,这是因为水烃比过高时,会增加后续分离工序的能耗,而且由于分离后大量水的外排增加了废水处理成本,经济性下降。因此水烃比选取 0.9-1.1 是较为合理的区间。
3. 结论
本文通过对叔丁醇装置几个重要生产因素的分析,找出了适合生产装置运行的工艺操作参数。结合对温度- 压力- 水烃比等工艺参数的动态平衡的研究,确定了较优的工艺操作范围,如下:反应温度 65-70∘C 、反应压力 1.3-1.5MPa、水烃比 0.9-1.1,增溶剂浓度 0.9-1.1%。
通过研究,在适宜的生产操作条件下,齐胜公司叔丁醇生产装置异丁烯转化率得到了较好的提升,同时对副产物也有很好的抑制。在多产出叔丁醇产品的同时还降低了生产装置的能耗,提高了叔丁醇生产装置的经济效益。
参考文献:
[1] 黄亚侬 , 曹声春 .  交换大孔阳离子树脂催化剂的催化反应规律研究 [J]. 常德师范学院学报 ( 自然科学版 ),1999(04):30-32.
交换大孔阳离子树脂催化剂的催化反应规律研究 [J]. 常德师范学院学报 ( 自然科学版 ),1999(04):30-32.
[2] 王金丹 . MTBE 催化剂失活原因分析及其工艺流程优化的研究 [D]. 中国石油大学 ( 华东 ),2016.
.jpg)
.jpg)
.jpg)
.jpg)