.jpg)
一种微小电机起步齿轮半自动压装机的设计及应用

詹欣煜
惠州市日臻精密机械有限公司 广东惠州 512200
1 引言
随着科技与经济发展,智能设备已广泛应用于工业、农业、物流、家居等多领域。电机作为核心动力器件,在生产生活中不可或缺,其效能依赖起步齿轮的关键作用。起步齿轮主要实现两大功能[1] :一是传递动力,将电机输出传送至关联部件,保障设备运行;二是减速增扭,通过齿轮啮合调整传动比,降低转速并提升扭矩,助力设备克服起步惯性与阻力。应用中,起步齿轮作用显著:汽车领域借此保障动力平顺;工业设备中起重机等的减速电机,靠其克服启动阻力;电动工具也凭其快速达标,提升效率。当前微小功率电机起步齿轮装配多依赖人工,导致效率、品质、可靠性及一致性不佳。为此,本文设计半自动压装机,实现其半自动装配,降低人工技能要求与劳动强度,同时提升生产效率、品质、一致性及稳定性。
2 设计方案
需根据起步齿轮类型、过盈量及精度要求进行设计。常用的压装方法包括液压压装、伺服电机压装、热套压装以及手动压装等。
1)液压压装方式:利用液压泵提供高压油液驱动活塞输出压装力,从而实现匀速压装。该方式具有压装力范围大、稳定性高输出力课精确调节等优点,适合过盈量较大的压装场景。但综合成本较高、需定期维护、响应速度较慢、压装效率较低等不足。
2)伺服电机压装方式:利用伺服电机驱动丝杠进行轴向直线运动,从而实现快速压装。该方式具有压装精度高、可实现复杂压装工艺、适合高精密场景等有点。但设备比较昂贵、对操作人员要求高、低速压装时效率低于气动方式等不足。
3)热套压装方式:利用热胀冷缩原理进行压装。该方式具有成品无机械应力、压装过程能有效避免损伤、适合精密压装等优点。但需专用温控设备因此成本较高、压装过程时间较长、不适合自动化生产、对操作工人的技术要求较高等不足。
4)手动压装方式:人力驱利用杠杆或螺旋传动动压装工具进行压装。该方式具有设备结构简单、成本低廉、压装过程操作灵活、适合小批量的压装工艺等优点。但压装力稳定性差、易出现偏载情况从而导致起步齿轮倾斜甚至损伤等异常情况,且压装效率较低、不适用于精密压装的情景等不足。
图1 电机起步齿轮半自动压装机
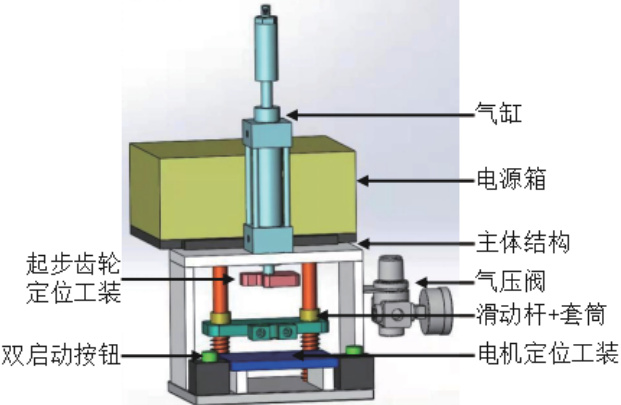
本文针对微小电机起步齿轮的压装工程实际问题,兼顾考虑提高压装效率和压装品质,以及降低压装设备成本的综合因素,设计了一种以气缸作为压装力的半自动压装设备 [2],如图 1 所示。主要包括压装机构、电源箱、气缸、气压阀等部件。所设计的半自动压装机气缸压头下方设计有电机定位工装,与之对应的上方设计了起步齿轮定位板,该定位板通过石墨铜套和竖直方向上的滑动杆进行滑动配合,此外,为了确保操作人员在执行压装过程中的人机安全,在设备的前段左右侧位置设计了两个启动按钮,只有两个按钮同时启动时设备才开始向下压装,从而保证操作人员双手的安全。该设备的工作过程描述为:人工先将电机放入下端定位公债南国商对应位置→再将起步齿轮放在上端同轴的定位工装上→人工双手按下左右两个启动按钮→气缸活塞杆向下移动,驱动上端工装向下移动并与电机输出轴同心配合→传感器检测到活塞到达指定行程位置后停止→压装完成。
3 关键元器件计算选型
根据工况要求进行分析得知,起步齿轮与电机输出轴之间具有一定的过盈配合要求,因此,压装过程中的负载构成主要包括:压装阻力 F1 、起步齿轮重力 F2 、摩擦力 F3 ,以下分别计算各分立对应的值。
1)压装阻力 F1 (N)
根据起步齿轮与电机输出轴之间过盈量计算可知,过盈配合时压装力F1=π×D×&×E/(2×(1-μ2)) ,其中 E 为材料弹性模量( MPa );μ 为泊松比( μ=0.394 );δ 为理论过盈量( d=0.075mm );D 为配合公称直径(D=4mm);则根据上述公式计算可知: F1=34.62N
2)起步齿轮重力 F2 (N)
在压装的过程中,水平方向的力为 0,垂直方向的力为 F2=m×g ,其中g=9.8m/s2 ,本工况中 m=20 克,因此 F2=20×10-3×9.8m/s2=0.20N 。
3)摩擦力 F3 (N)
摩擦力主要包括导轨与套筒之间的摩擦力、气缸壁与气缸活塞之间的摩擦力之和两部分组成,基于经验分析可知,摩擦力越战总负载的 5%-10% ,本温州港区中间值 0.75% ,则 F3=0.075× (F1+F2),则 F3=2.61N
总上分析可知,起步齿轮压装过程中的总负载 F=F1+F2+F3=37.43N
气缸缸径的计算选型:考虑到在实际压装过程中,气源压力波动等因素存在,实际压装力需要预留一定的安全系数,本文微小功率电机起步齿轮的压装属于精密压装工艺,因此预留安全系数为 1.8,则实际总负载为F0=1.8×F=67.37N 。则气缸的缸径为: D0=≈0.01196m=11.96mm 。根据气缸缸径的标准系列可知,将结果向上取整圆可得,最终取得气缸缸径为 12mm
气缸行程的计算选型:基于根设备上下端工装之间的行程以及气缸的标准行程进行选择,最终确定为行程 160mm 的气缸。品牌为费斯托,具体型号为DFM-12-160-B-P-A-GF。
4 测试验及分析
为了验证本文半自动压装机的有效性、合理性及稳定性,基于物理样机进行了大量的对比试验:随机选择 20000 个电机和 20000 个匹配的起步齿轮均分成两组对比试验,第一组人工压装的方式,第二组采用本文半自动压装机方式。对成品依据外观缺陷、齿轮拉拔力以及舵机负载电流三个方面进行品检。所获得的结果为:总耗时方面,本文压装机总耗时为 6.5 小时,人工总耗时为 16.6小时;品品质方面,本文压装的成品 9998 件符合外观缺陷检测要求、9999 件成品通过齿轮拉拔力测试、9999 件成品舵机负载电流稳定从而表明电机轴没有弯曲变形。人工压装成品中 9982 件符合外观缺陷检测要求、9971 件成品通过齿轮拉拔力测试、9965 件成品舵机负载电流稳定从而表明电机轴没有弯曲变形。因此,说明本文半自动压装机生产效率更高、更能保证成品的品质。
5 结论
针对微小电机起步齿轮压装过程中对人工技能要求较高、生产效率较低、成品品质以及一致性和稳定性难以保证等工程问题,设计了一种半自动压装机,降低了单件生产的综合成本,并通过大量试验验证了本设备的高效性、稳定性和质量保证方面的可靠性。
参考文献
[1] 杭州之江开关股份有限公司 . 一种微型电机轴传动齿轮压入装置 . 中国,CN200720109060.2.
[2] 李海龙 , 王恒斌 , 等 . 一种气缸选型模拟计算方法 [J]. 液压气动与密封 ,2014,34(09):27-28.
姓名 : 詹欣煜(1999/10/13-)性别 : 男 民族 : 汉籍贯 : 广东揭阳 ,学历 :大专职称: 助理工程师
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)