.jpg)
烘梗丝机智能控制系统应用

王享誉 湛小溪 梁小丽
陕西中烟工业有限责任公司旬阳卷烟厂,陕西旬阳725700
正文
1. 烘梗丝机智能控制系统整体控制逻辑
本系统通过设备 OPC 和历史数据库读取数据,判断当前生产状态,如果是停机或待料状态,采用原系统控制,本系统不介入;若是生产状态,则启用本系统的控制策略。本系统将整体批次生产过程分为三种阶段,分别定义控制策略,阶段的定义和转换由本系统自主判断。控制阶段定义后,本系统根据入口水分和燃烧炉温度设定差距来调控当前的加水量,并实时预测出口水分的变化趋势。通过趋势预测有三种情况,如正常运行则无需调整,继续执行;如出口水分有一定的偏差,则根据此时出口水分和目标值的差异对模型进行修正,修正的策略因不同阶段而变;如发现有异常波动的情况,则启动异常处理机制,快速调控恢复正常,不影响整批产品质量。
气流烘梗丝机的加水量智能控制系统有三大主要特点:
1. 以来料水分和燃烧炉温设定值差作为前馈控制,并结合出口水分作为后馈控制,在批结束后自更新模型参数;
2. 将整个批次分为料头段、适应段和平稳段三个阶段,分别采取不同的控制策略;
3. 针对出口水分大幅波动的情况引入异常处理机制,快速大幅调节加水量并提前恢复正常,尽可能缩短异常时间;
2. 前馈- 后馈控制系统
在烘梗丝工序中,来料水分是引起出口水分波动的最主要扰动因素,因此根据来料水分调整加水量是更快更精准的一种调控方式,利用加水量的增加或减少对来料水分的偏低和偏高做出补偿,使得出口水分尽量稳定。但是由于来料质量、蒸汽质量、设备内部因素等不可知的原因,会导致来料水分和加水量的关系改变,并体现在出口水分上,因此需要有后馈机制,通过一段时间的出口水分偏差,对来料水分和加水量的前馈模型进行修正。
前馈控制器的设计重点是找到来料水分和加水量的变化关系,可以通过历史数据分析,使用分箱统计和线性拟合得到其系数。对于一个批次,首先将来料水分按每隔 0.1% 划分区间,再统计该批次中每个区间的出现次数和对应区间的加水量平均值。筛除出现次数过小的区间后,得到该批次来料水分和加水量平均值的对应数据,使用线性拟合得到加水量对于来料水分的变化系数 p 和来料水分中位数 X0 以及对应的加水量 b,线性拟合的公式为: y=p(x-x0)+b ,其中y 为加水量, x 为来料水分。
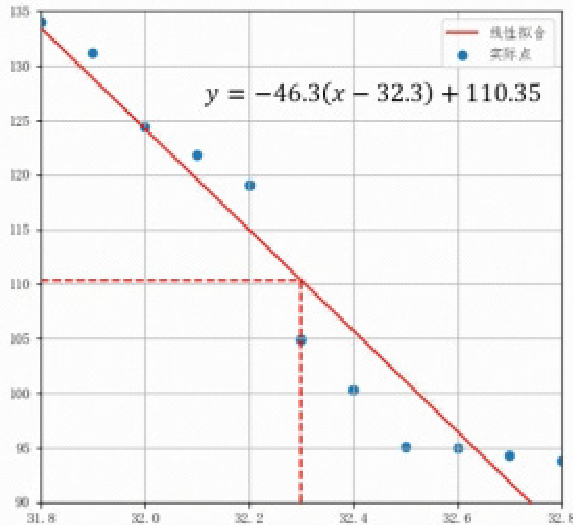
加水量对于来料水分的线性拟合( (p=-46.3,x0=32.3,b=110.35) )
通过上述分箱统计和线性拟合可以得到一个批次的加水量系数p,对于大量历史批次均进行计算,再分牌号选取出口水分标偏较低的若干批次,统计加水量变化系数 p 和来料水分中位数 x0 以及对应的加水量b 的平均值作为前馈控制器的参数。
后馈修正机制用于在批次间对于上述前馈控制器进行修正,即在以前馈控制器计算出的加水量基础上再增加或减少一个修正项,该修正项为当前出口水分和目标值的差异乘以一个负数值的系数,用于在出口水分偏大时减少加水量和在出口水分偏小时增加加水量,该系数可通过历史数据分析和实验观察确定。
3. 多阶段的控制策略
根据烘梗丝机工序的特性,将整个批次的过程分为三个阶段:料头段、适应段和平稳段。
料头段为物料开始进入烘梗丝机到燃烧炉实际温度达到设定值附近,此时物料刚开始进入设备,需要较大的加水量使得出口水分快速上升,从而缩短非稳态时间,期间烘梗丝机设备内部会积攒较多的水汽,从而导致后程出口水分有“冲高”的风险。在本文设计的智能控制系统中,料头阶段的后馈修正系数正向调整时系数较小,负向调整时系数较大,目的是尽量控制加水量下降,提前防止出口水分过高。料头阶段由于物料和较高的加水量,会导致燃烧炉温度实际值下降,但设定值不变,后续通过燃烧炉自身的天然气阀门开度控制达到其设定值。
适应段为燃烧炉温达到设定值后到出口水分持续较长时间稳定在工艺标准附近。经过料头段后,当前系统仍处于不平衡的状态,正向调整和负向调整均需要通过较大幅度的后馈修正以达到快速调节响应的目的。当系统逐渐稳定,出口水分和工艺标准的偏差绝对值持续5 分钟小于0.15 时,进入平稳段的阶段。
平稳段为出口水分稳定后到批次结束或重新回到不稳定状态。当系统稳定后,仅需通过较小幅度的后馈调整,实现加水量的微调。当发现系统重新回到不稳定状态时,重新进入适应段,使用较大幅度快速调整。
4. 异常处理机制
当出口水分出现大幅波动,可能是由于烘梗丝机内部的乱流现象或物料的湿团或过干的情况,此时上述后馈调节的调节幅度过小,响应速率较慢,会导致水分超过上限或下限,降低批次合格率,因此需要对此时的加水量调节设计额外的异常处理机制。
当发现出口水分过小且降低的速度过快时,立刻较大幅的地增加加水量,控制住出口水分下降的势头,当出口水分回升时,按出口水分和标准值的差距,以一定的比例回调加水量,出口水分接近标准值时恢复加水量,避免过度调整。同理,当出口水分过大时,立刻较大幅的地降低加水量,并逐步回调加水量,接近标准值时恢复。
结语
本文针对烘梗丝机出口水分控制不稳定这一核心问题,设计并应用了一套融合前馈 - 后馈控制、多阶段策略与异常处理机制的智能加水量控制系统。应用结果表明,该系统显著提升了出口水分的控制精度与稳定性,为烘梗丝工序的智能化升级提供了一套行之有效的解决方案,对提升烟草制丝生产线的自动化水平和智能化程度具有积极的实践意义。
.jpg)
.jpg)
.jpg)
.jpg)