.jpg)
弹支类零件高效铣削研究论文

何东豪 毛锦涛 何哲鹏 王熔
湖南星途航空航天器制造有限公司 湖南株洲 412002
1 前言
1.1 现状与问题
弹性支承内接动力传动轴,外接动力涡轮。弹支内装有轴承,是转子的支承之一。弹性支承为不锈钢材料,加工过程中产生的切削力大,切削温度高。且弹支目前加工窗口工序耗时长, 刀具磨损快, 易出现振刀、挖刀、让刀等现象,导致加工不到位,尺寸存在较大偏差,零件表面质量差等问题。
随着高效铣削技术的成熟,而弹支类零件窗口铣削量大,切削热大, 因此可选择高效铣削的加工方式加工弹支类零件,能够大大节约生产成本,提高生产效率和产品质量.
采用高效铣削方式通过从高速切削,高进给切削,优化切削参数,刀具路径优化多个方面提高加工效率和产品质量.
2 研究(攻关)内容
2.1 选用合适的刀具参数
对刀具进行研究,选择合适的刀具,提高零件的加工效率,减少零件的变形量,减少因刀具引起的挖刀、让刀等加工缺陷;
2.2 选用合适的走刀路线
对加工路径进行研究,提高零件的加工效率,摸索不同的加工路径、不同的加工参数对零件变形的影响,确定一种最适合的走刀路径及编程方法;
2.3 切削参数的选用
根据走刀路线,刀具参数,零件材料及硬度查切削参数表选用适当的切削参数,在保证零件质量的前提下尽可能提高切削参数,提高加工效率。
3 实施过程
3.1 难点分析
3.1.1 零件为精密薄壁件,刚性差,易变形
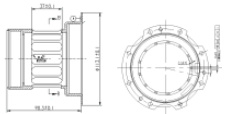
如图 3.1 所示,该零件安装边直径达到Φ113.1,精密尺寸外圆直径为 Φ73 左右,总长为 90.3 。零件最小壁厚仅为 2,安装边壁厚仅为 1.45,外圆处开 13 个鼠笼窗口,鼠笼窗口长度尺寸达 37,但肋条宽度只有 2.2,厚度仅为 2.2,零件整体加工刚性差,易变形。
图 3.1 弹性支承零件尺寸简图
3.1.2 走刀路线不合理
程序走刀路线为中心钻及 8.5mm 钻头钻通 13 处孔,再使用 8mm 玉米铣刀从8.5mm 孔处下刀满刀切削窗口,刀具轴线与筋条中线存在角度,粗加工“一刀流”会导致余量呈三角形:上宽下窄,余量极其不均匀;从图 3.3 可看出:精加工刀轴平行于筋条,上宽下窄的余量分布导致刀具上端背吃刀量大,出现让刀现象,因此尺寸难以加工到位;此类走刀路线不适用于弹支零件的加工,且弹支本身筋条厚度薄,弹性大,大余量切削会引起弹性变形,加剧了加工过程中让刀和啃刀的现象。
3.1.3 材料难加工
不锈钢经淬火、回火后具有较高的硬度、强度、耐磨性和良好的抗氧化性,但切削时,存在以下现象: ① 加工硬化严重,硬化层的硬度比基体硬度高 1.4~2.2倍, ② 切削力大,不锈钢的塑性高,所以切削过程的塑性变形很大,使得切削力增大。 ③ 切削温度高,切屑与刀具间的摩擦大,不锈钢热导率低,大量切削热集中在切屑区。 ④ 易产生积屑瘤,切屑在高温和高压下,它与刀具材料亲和性强、易黏附而形成积屑瘤。
3.2 针对以上问题,技术方案如下:
3.2.1 选用刀具参数
工欲善其事必先利其器,首当其冲就是刀具,而刀具的刀头,刀具齿数,螺旋角,刀具材质等等均大有讲究, ① 刀头选用:立铣刀按刀头可分为平刀,球刀,圆鼻刀;圆鼻刀带圆角,头部容屑槽空间大,切屑容易排出。; ② 刀具齿数的选用:刀具齿数齿数越多,排屑能力越差,表面光洁度越好,反之亦然;针对弹支类零件窗口加工,开放区域,排屑不算困难,对表面光洁度有一定要求,选用 4 齿刀具; ③ 螺旋角的选用:刀具螺旋角越大,工件与切削刃的接触长度就越长,接触面积提高可以降低单位长度切削刃所承受的负载,延长刀具使用寿命。 ④ 刀具材质:弹支类零件硬度为 HRC37~44,硬质合金+涂层 TiA1N 可加工 HRC50~62, 且刀具增加了涂层要求: PVD 涂层(TiAlN),能提高刀具的硬度及耐磨性,切削时刀具和切屑的界面上会产生一层硬质的惰性保护膜,该膜有较好的隔热性,可更有效地用于高速切削。用于加工弹支,刀具损耗小。
3.2.2 调整走刀路线
以某型号弹支窗口程序为例(图 3.5),编制粗加工刀路前置条件需测绘窗口轴向剖视图得出窗口最窄处宽度 15.98,再根据最窄处宽度绘制同等宽度的矩形;并且精加工刀路也需要注意刀路的计算,窗口圆角 R2.35,筋条壁边至侧边筋条下沿距离为 15.43,精加工刀路极限距离应为 15.43 减去刀具半径(直径 8 的铣刀)再减去 R2.35等于 9.08,超过该距离刀具则会碰到筋条根部 R2.35,导致 R 不合格。由上述步骤可见程序的繁琐。
采取新方法进行程编,相较于原编程而言,三维编程可基于设计模型进行编程,可较为直观的判断刀路是否发生过切。
粗加工窗口为定轴分层加工,因此选用深度轮廓铣作为粗加工刀路,每层切深0.5~1mm ,留精加工余量 0.2,三维软件改进后的走刀路线取消中心钻钻中心孔以及 Φ8.5mm 钻头钻孔的工步,铣削方式采用渐降斜插,斜插阶梯式循环下刀, 每层下刀0.5mm ,单边预留 0.2mm 进行精加工,精加工刀路与改进前一致;改进后的刀路相较于之前的刀路,减少了精加工的背吃刀量,精简了程序,剔除了中心钻,钻孔,半精加工三段程序。
3.2.3 切削参数的摸索
由于走刀路线采用斜坡等高铣,切削深度从满刀切削减少为 0.5~1mm ,侧面吃刀量为刀具直径,刀具直径为 8mm ,齿数为 4,经查询经验公式初步选用切削速度Vc=80~120m/min ,每齿进给量 f=0.04~0.07mm/r
结 论
通过本次弹支类零件高效铣削研究,形成成果如下:
1、弹支改进前程序中心钻和钻孔程序用时合计 79min18s ;改进后程序,无钻中心钻及钻孔,半精加工步骤,粗加工 1min55s ,合计 24min55s ,精加工合计 29min54s ,程序用时合计 47min1s,相较于改进前窗口程序提效 31% ,同时刀具方面,改进前一把刀具加工 3-4 件零件就需要进行更换,改进后一把刀具可加工 7 件零件。大大减少刀具损耗率。
2、弹支类零件高效铣削研究的成功我们可以发现:高效铣削通过高性能刀具和先进的机床技术以及三维软件的结合,极大的提高了弹支类零件的加工效率和产品质量。
参考文献
1 普通图书
[1] 于启勋.金属切削理论与实践 [M] .北京:北京出版社,1985.
[2] 实用机械加工工艺手册 第 4 版[M]. 机械工业出版社,2016.
[3] 韩荣第,于启勋.难加工材料切削加工[M].北京:机械工业出版社,1996.
[4] 郑文虎.刀具材料和刀具的选用[M] .北京:国防工业出版社,2006.
[5] 邓建新,赵军.数控刀具材料选用手册[M]. 北京:机械工业出版社,2005.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)