.jpg)
三维激光扫描技术在检验验收中的应用探讨

张军 张军 朱金薇 王楠 马智睿 姚莉冰
海军装备部 四川成都 610100 陕西电器研究所 固体火箭发动机先进检测技术中心 陕西西安 710025
引言
近年来,国防科技工业发展迅速,各类型装备的批量采购和交付需求对军检验收工作质效提出了更高更新要求。伴随着数字信息时代的到来,传统军检验收手段暴露出方式落后、效率低下等一系列问题,难以适应新形势下的装备研制生产工作需要,一定程度上对推动装备建设发展造成影响。在此时代背景下,“军检数字化”发展要求和相应规划于2012 年被正式提出[1]。随着数字化技术的飞速发展,现代装备研制生产数字化、信息化、智能化程度越来越高,同步对与数字化三维设计、三维工艺、智能制造密切相关的数字化军检验收技术需求越来越迫切 [2]。因此,充分运用先进技术手段,探索和构建数字化军检验收新模式,提高验收工作的准确性、规范性和高效性,已成为新时代背景下军检验收工作发展的必然趋势。
一 传统军检验收方式存在的主要不足
传统军检验收方式主要是依托人工的验收模式,需要军事代表在各项验收任务中、各个验收场地间来回奔波,这种巡回式的人工验收实质上是一种以产品实物质量检测为主,基于经验主导和事后把关的质量监管方式,存在工作强度大、验收效率低、数据置信度不高等问题,无法实现对过程质量的实时监控,难以适应复杂装备生产质量及周期要求。存在的典型问题不足主要表现为[3] :一是验收工作效率较低。传统军检验收工作需要耗费大量的人力、物力和时间,且多属于重复性劳动,军事代表的工作强度大,而且验收效率不高。二是接触式单点测量为主。验收实施过程中,采用的往往为传统的卡尺、三坐标等接触式单点测量手段,在大批量验收时还多采取抽样式检验策略,无法获取全部待验产品的整体特征,测量的数据结果一定程度上缺乏可信度。三是历史数据难复用。在装备性能改进或后续批质量控制过程中,往往需要对历史数据开展统计分析,而传统验收方式的结果数据大多记载于纸质且保存分散、格式不统一,利用难度大。
二 三维激光扫描技术的优势
三维激光扫描检测技术作为目前得已广泛应用的先进非接触式测量技术 [4-6],其原理是通过激光扫描外形结构,生成点云数据,完成产品三维重构,同时还可自动生成产品检测报告,获得其几何尺寸和形位公差等信息,实现产品尺寸的快速测量和获取。三维激光扫描技术具备多点同时测量的显著优势,能直接获取待测对象全部几何信息,与设计模型比对后,即可获取所有点位相较于设计值的超差情况,可有效提升验收工作效率,并保证数据的完整性和准确性。
当前,国内外诸多学者 大量卓有成效的研究。冯静等利用三维激光扫描技术 过对获取到的储罐表面点云进行算法拟合最终实 柴油机,并将测量结果与三坐标测量结果进行对比, 提出了将非接触式的三维激光扫描方法用于测量冷弯 性质与几何特性相关 [9]。以上研究表明三维激光扫描技术在工业测量 到充分 索和应 有效弥补了传统测量技术的诸多不足。
此外,已有学者开始将三维模型应用和军检验收工作相结合,朱世勇等研究了船舰军检的新模式,指出了传统图文档的舰船军检模式的不足,同时引入三维数字模型,从军检标准规范、计算与分析辅助工具、共享数据库、军事代表多级协同平台等四个方面论证了基于三维数字模型的舰船军检验收工作模式[10]。
由此可见,三维激光扫描技术的发展已经逐渐成熟,运用该技术可准确生成三维数字模型,实现对被测产品的外形尺寸快速准确测量,十分契合当前军检数字化发展需求,如在军检验收工作中推广应用,可有效提升验收工作质效,助力装备建设发展。
三 三维激光扫描技术在军检验收中的应用实践
(一)尺寸测量分析
运用三维激光扫描技术 是直接对点云模型进行测量,在点云模 来对点云模型进行分析 型进行匹配,分析两个点云模 要将测量坐标系与参考坐标系 模或参考点云进行精确对齐, 对产 品进行维尺寸测量。 同公差,可直观显示尺寸名称、 求点位及区域进行偏差注释,得出具体点 从而实现 3D 形貌的直观分析,如图1 所示
基于模型间对比的海量数据基础 品外形尺寸的全方位分析。检测结果可实时显示于软件界面,能自动保存于数据库,可在本 可根据需要即时生成报告,报告数据格式通常为 EXCEL、PPT 格 行编辑定义,可输出色差图、截面尺寸、报表等军检验收项目需要的有关信息或数据, 具备快速提供军检验收所需要的数据结果的能力。
(二)小型零部组件的验收
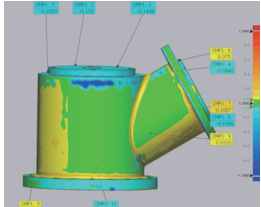
三维激光扫描的测量范围非常广,不同的扫描设备具备不同的测量范围和精度。以手持式三维激光扫描仪为例,测量物体尺寸范围可达 6 米左右,对一些性能更强的扫描设备,其测量范围可达几十米甚至更高。当前常见激光扫面设备的测量能力可以覆盖现有装备的绝大部分零部组件产品。根据不同产品的实际检验要求,使用相适应的三维激光扫描仪扫描其表面信息,扫描得到的数据以空间点的方式进行存储,点的集合构成点云,完成后得到该产品的点云模型。点云模型可具备与原始模型对比生成热力图的能力。该种方法可以快速获取产品的全部尺寸信息,并直观地与设计尺寸或模型进行比对,特别适合在尺寸相对较小的零部组件上应用。以对某产品的阀腔壳的验收测试为例,所使用的高精度手持式三维激光扫描设备精度为 0.02mm ,生成的对比效果如图 2 所示。在生成热力图中,可通过颜色直接显示各个部位的误差范围,图中绿色部位代表与设计值误差在±0.05 mm 范围内,其余颜色的具体误差均可通过右侧的颜色栏说明。可见,三维激光扫描技术可获得扫描件的表面全部尺寸的超差情况,且扫描过程十分高效,扫描该产品的完整表面的时间仅需 3 至 5 分钟,大大提高了军检验收效率。相较于传统的单点逐个测量,该技术提高了验收效率的同时,测量结果也更具可靠性、准确性和说服力。此外,所得点云模型还具备高精度测量能力,对于验收细则重点关注点关键点位尺寸可进行精确误差计算,有助于军事代表快速判断测量结果是否满足判据要求以做出合格与否的结论。
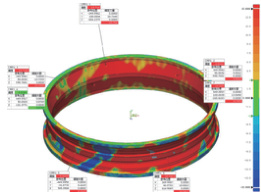
由于现有的部分激光扫描测量设备的测量范围已可达几十米甚至更高,因此,三维激光扫描技术的优势同样可以体现在对大尺寸装备的军检验收工作之中,例如对于大型的航天发动机壳体验收中便可以加以应用。目前,对于较大尺寸的发动机壳体,常采用的传统尺寸检测手段主要为卡尺、π 尺等检测方法,不仅效率低精度差,而且还只能对部分点位的尺寸进行测量,难以获取表面的全部尺寸信息,若应用三维激光扫描技术,则可以有效解决这一问题。以使用某型跟踪式三维激光扫描设备对某型号壳体的筒段外径进行检测的实践为例,该扫描设备的精度为 0.05mm,检测范围可覆盖 5 米范围,正好可满足该壳体的尺寸范围。经应用该技术,将检验测量时间由原来的 2 小时左右大幅缩短至 5-8 分钟,极大地提高了验收效率,降低了军事代表的工作强度;同时还获得了更多的测试数据,保证了较高的测量精度和测量稳定性,有助于军事代表对产品质量做出更为准确定的判断。
(四)自动化扫描测量
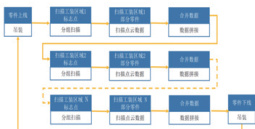
在使用三维激光扫描技术开展产品尺 寸测量的过程 可以通过机械臂夹持扫描设备的方式进一步优化扫描过程,提升测量稳定性、测量效 为针对某固体发动机产品设计的一套自动化三维扫描测量流程。采用 维扫描仪 + 工装的布局方式搭建了一套自动化扫描测量系统,通过分组拼接的方式实现数据快速采集和分析。具体流程如下:
1. 零件固定到工装后传感器向检测系统传输到位信号。
2. 检测系统接收到到位信号后启动检测,测量机器人携带三维扫描测头完成零件区域 1、2......N 的自动化扫描采集零件点云和标志点数据,然后将扫描数据分组拼接,数据分析完成后储存至指定位置。3. 重复上述步骤进行下一件产品。
为了验证该系统的有效性,对某型号产品进行了自动化扫描测量试验并对比人工扫描测量试验,各进行十次试验,对扫描测量结果进行分析,结果如图4 所示。
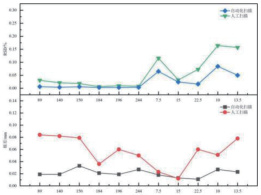
由图可见自动化系统扫描测量结果相较于人工扫描测量均呈现出波动幅度更小、数据更加稳定的态势,极差基本保持在 0.04 mm 以内,RSD 值均在 2% 范围内,说明自动化扫描测量结果相较人工扫描测量更加稳定,可为军检验收提供更为准确的技术手段支撑。
四 三维激光扫描技术的应用展望
通过对三维激光扫描技术在军检验收中的优势分析和应用实践表明,该术在装备军检验收中的应用前景广阔,其高精度、非接触、高效性等特点可以有效推动军检验收工作朝着智能化、数字化方向发展升级。结合该技术的显著特点,可在以下几方面进行深化应用:
一是高精度与自动化。三维激光扫描技术可以实现毫米级甚至微米级的精度扫描测量,结合智能检测系统,能自动比对设计模型与实际产品,快速识别出尺寸偏差、形变等问题,显著提升检验效率和准确性。例如在高精度要求的零部件检测中,通过点云数据与CAD 模型的实时比对,可实现全尺寸公差分析,减少人工测量误差。二是非接触式测量。对于高价值、易损件(如航空航天精密部件)的检测优势显著,可避免传统接触式测量可能造成的物料损伤,同时适用于高温、高压等恶劣环境下的产品检测活动。三是数据可视化与全流程追溯。通过该技术应用生成的三维模型和点云数据可直观展示产品形态,结合数字孪生技术,可为产品全寿命周期管理提供数据支持,包括质量追溯、工艺优化以及维修维护活动决策等。
五 小结
三维激光扫描技术具有高效率、高精度的显著优势,同时其检验能力覆盖了大尺寸装备到小型零部件,可解决传统军检验收手段存在的诸多不足。基于三维激光扫描技术的军检验收应用,契合当前数字化军检需求,在保证精度的同时,可实现对待检产品的全方位尺寸测量,充分保证验收结果的完整性、准确性和可靠性,大幅提升军事代表验收工作效率。发展基于三维激光扫描技术的军检验收手段,是提高军检验收质效的有效途径之一。
参考文献
[1] 白海威,鲁毅.关于推行数字化军检的思考 [J].装备学院学报,2014,25(02):102-105
[2] 杨望东,孙磊,张川.关于 MBD 环境下数字化军检的思考[J].中国军转民,2022,(05):30
[3] 史猛,刘国庆.数字化军检基本问题研究 [J].装备学院学报,2015,26(05):50-53
[4] 马智睿,朱金薇,耿靖源,等.基于三维激光点云的固体火箭发动机喷管零部件尺寸测量方法研究 [J]固体火箭技术,2024,47(02):278-284
[5] Shi Z, Sun Y. An overview on line laser 3D measurement of gears[J]. Precision Engineering,2024,823-844.
[6] 骆义.基于三维激光扫描技术的结构检监测应用研究 [D].东南大学,2021.
[7] 冯静,李欣欣,石磊,等.基于三维激光扫描技术的储罐外形高精度复核探讨 [J].测绘技术装备,2023,25(04) :66-71
[8] 唐豪,陆龙,杨奋强,等.基于三维激光扫描技术的船用柴油机管系检测[J].机械工程师,2022,(07) :113-115
[9] Sivaganesh S, Mahendrakumar M.Geometric Imperfection Measurements and Validations on Cold-Formed Steel Channels Using 3D Noncontact Laser Scanner[J].Journal of structural engineeri ng,2018,144(3):04018010.1-04018010.14.
[10] 朱世勇.基于三维数模的舰船军检新模式探索 [J].舰船科学技术,2021,43(21) :164-167
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)