.jpg)
马鞍形埋弧焊大马鞍量插管焊接质量控制技术研究

张祖禄
中国石油天然气第七建设有限公司 山东省胶州市 266300
1、技术概述
马鞍型埋弧自动焊机主要用于加氢反应器、厚壁容器等接管的焊接工作,有较高的焊接效率。但其在小直径筒体施焊较大接管 ( 筒体直径与插管直径比值 <4) 时马鞍量大会出现较大的爬坡焊接和倒流焊接,施工难度明显增大,在大马鞍量插管施工中易出现夹渣和未熔合现象 ( 焊缝根部至 30mm 处 ),造成大量返修,焊接质量难以保证施工效率大大降低。
2、影响焊接质量的因素分析
2.1 焊接参数
焊接电流、电压和焊接速度是影响焊接质量的关键参数。焊接电流过大,会导致焊缝熔深过大,容易出现烧穿、咬边等缺陷;电流过小,则会造成焊缝熔深浅,出现未焊透现象。在某石油化工管道焊接项目中,当焊接电流从 300A提高到 350A 时,焊缝熔深从 8mm 增加到 12mm,若继续增大电流,焊缝边缘出现明显咬边。焊接电压主要影响焊缝的宽度,电压过高,焊缝变宽,熔池金属变稀,容易产生气孔;电压过低,焊缝变窄,导致焊缝成型不良。焊接速度过快,焊缝熔深浅,焊缝余高不足,易出现未熔合等缺陷。
2.2 焊接材料
对于马鞍形埋弧焊大马鞍量插管焊接,应根据母材的材质、化学成分、力学性能以及焊接结构的使用要求等因素,选择合适的焊丝和焊剂。若焊接材料选择不当,导致焊缝金属的强度、韧性不足,或者产生焊接裂纹等缺陷。同时,焊接材料的质量稳定性也很重要,受潮的焊剂会使焊缝产生气孔,焊丝表面的油污、铁锈等杂质会影响焊缝的质量。
2.3 焊接设备
马鞍形埋弧焊设备需具备精确的焊接参数控制功能,能够根据焊接过程中的实际情况自动调整焊接电流、电压和焊接速度等参数。一些高端的马鞍形埋弧焊设备配备智能控制系统,可借助传感器实时监测焊接过程中的电弧电压、电流等信号,当参数出现波动时,系统能迅速做出调整,确保焊接过程的稳定性。此外,焊接设备的机械结构精度也会影响焊接质量,如焊接小车的行走精度、焊枪的摆动精度等。
2.4 焊接工艺
在焊接前,需对焊件进行预处理,包括清除焊件表面的油污、铁锈、水分等杂质,对坡口进行加工和清理,确保坡口尺寸符合要求。在焊接过程中,要采用合适的焊接顺序和焊接方向,以减少焊接变形和残余应力。对于大马鞍量插管焊接,要注意控制焊接层间温度,层间温度过高,会使焊缝金属的组织粗大,降低焊缝的力学性能;层间温度过低,可能导致焊缝出现裂纹 , 同时要保证施焊区域温度的均匀性。此外,焊接环境的温度、湿度等因素也会对焊接质量产生影响,在低温、高湿环境下焊接,容易使焊缝产生气孔、裂纹等缺陷。
3、马鞍形埋弧焊大马鞍量插管焊接质量控制措施
3.1 坡口形式优化
通过大量的试验和分析,对坡口形式进行优化设计。采用不对称的坡口形式,在爬坡焊接一侧适当增大坡口角度,以利于电弧深入焊缝根部,保证根部熔合良好;在倒流焊接一侧,调整坡口角度和形状,使熔渣能够顺利浮出,减少夹渣的产生。同时,合理控制坡口的深度和宽度,在保证焊接质量的前提下,尽量减少焊接填充量,提高焊接效率。例如,将爬坡侧坡口角度从原来的 30∘ 增大至 35∘ ,倒流侧坡口角度保持在 30∘ ,并对坡口根部进行适当的打磨处理,使其过渡更加平滑,有利于焊接过程中熔池的稳定和熔渣的排出。
3.2 组对质量控制
制定严格组对标准及控制流程。组对前精确测量筒体、接管尺寸,清理焊接区油污、铁锈等杂质。规定组对间隙 2-3mm ,错边量 ⩽1mm ,确保符合设计要求。采用专用工装确保间隙均匀、错边量达标,用量具实时监测并调整组对尺寸。严格质量控制提升焊接接头质量稳定性。
3.3 焊接工艺优化
对焊接工艺参数进行优化调整。根据大马鞍量插管焊接的特点,通过试验确定合适的焊接电流、电压和焊接速度。在爬坡焊接阶段,适当增大焊接电流和电压,提高熔池的温度和流动性,保证根部熔合;在倒流焊接阶段,降低焊接电流和电压,控制熔池的形状和大小,防止熔池金属流淌,减少夹渣和未熔合的产生。同时,合理调整焊接速度,使焊缝成型美观,避免出现焊缝过高或过低的情况。在某加氢反应器大马鞍量插管焊接试验(表 1)取得了良好的焊接效果。
表1、大马鞍量插管焊接工艺参数优化对照表
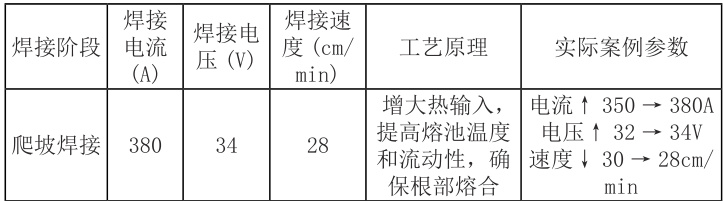
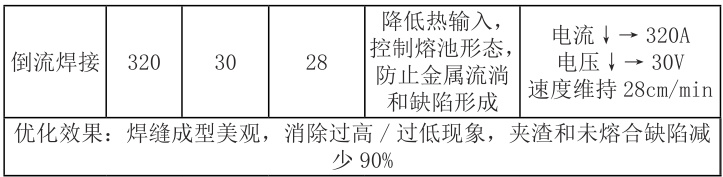
此外,优化焊接顺序和焊道布置。采用多层多道焊的方式,合理安排各焊道的焊接顺序,使焊接应力分布更加均匀。在每层焊接完成后,对焊缝进行清理和打磨,去除焊渣和飞溅物,为下一层焊接创造良好的条件。同时,均匀加热、控制层间温度,避免因温度过高或过低影响焊接质量。
3.4 马鞍设备参数调试
对马鞍型埋弧自动焊机的设备参数进行精准调试。调整焊枪的角度和高度,使其能够适应马鞍形曲面的焊接要求,保证电弧能够准确地作用于焊缝位置。优化送丝系统,确保送丝速度稳定,避免出现送丝不畅或送丝速度不均匀的情况。同时,对焊机的行走机构进行调试,保证其在马鞍形曲面上行走平稳,速度均匀。例如,通过多次试验,将焊枪与焊缝的夹角调整为 75° -80°,焊枪高度调整至距离焊缝表面 15-20mm ,使电弧能够稳定燃烧,焊缝成型良好;对送丝系统进行优化后,送丝速度波动范围控制在 ±0.5m/min 以内,有效提高了焊接质量的稳定性。
4、结论
马鞍形埋弧焊大马鞍量插管焊接质量受多种因素影响,通过优化坡口形式、严格控制组对质量、改进焊接工艺和精准调试马鞍设备参数等措施,能有效提高焊接质量。在实际工程项目中,应用这些质量控制技术取得了良好的效果,降低了焊接缺陷率,提高了工程质量和经济效益。然而,随着工业技术的不断发展,对马鞍形埋弧焊大马鞍量插管焊接质量提出了更高的要求。未来,需进一步研究和开发更加先进的焊接质量控制技术,如智能化焊接质量控制系统、新型焊接材料和焊接工艺等,以适应不断发展的工业需求,推动相关工业领域的技术进步和高质量发展。
参考文献:
[1] 程晓飞, 高胜, 李军, 等. 马鞍形焊缝焊接机器人设计与建模分析[J].焊接学报 ,2022,43(3):87-92.
[2] 董鲁涛 , 刘兰金 , 贾江涛 , 等 . 深水导管架马鞍口焊接冷裂纹的预防措施研究 [J]. 现代制造技术与装备 ,2024,60(1):67-69.
[3] 连超 , 周峰 . 重型压力容器马鞍形焊缝焊接机器人的设计研究 [J]. 设备管理与维修 ,2024(14):140-143.
张祖禄,男,1981 年 08 月 民族:汉 籍贯: 山东胶州 最高学历:专科 职称: 焊接高级技师 研究方向:石油化工压力容器焊接制造 邮编: 单位:
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)