.jpg)
基于 CFRP 钻削制孔技术优化与质量提升研究

文天龙 赵万军 李言 鲍怡君 潘存喜 龚闰宇 谭红
重庆三峡学院机械工程学院 重庆万州 404100
1 引言
碳纤维增强基复合材料(CFRP)因其高比模量、高比强度、耐腐蚀性好、热膨胀系数低等优异性能以及材料与结构可同时制备、复杂构件易整体成型的特性,被广泛应用于航空、航天等领域。在航空航天领域,CFRP构件主要通过大量螺栓孔实现装配,钻削加工作为其二次机械加工的主要方式。然而,CFRP 的固有材料属性导致其在钻削加工中易出现分层、毛刺等缺陷,严重影响制孔质量。目前,主要通过简化切削模型、优化刀具几何结构和工艺参数、控制切削区域温度等方法来改善 CFRP 制孔质量,但仍有诸多问题亟待解决。
2 CFRP钻削制孔过程中的关键因素与质量控制
2.1 切削力
CFRP 由碳纤维和树脂固化而成,其切削机理受纤维属性、铺层方向及切削环境等因素影响。研究发现,CFRP 切削过程存在三个变形区,与金属切削类似,但其微观机制更为复杂。钻削加工中,切削力大小直接影响制孔质量。研究表明,钻削轴向力与钻头直径、材料厚度、钻孔数量、进给量正相关,与转速负相关。横刃对轴向力的贡献显著,占总轴向力的40%-60% 。为降低切削力,学者们对刀具进行了优化,发现减小横刃和切削刃钝圆半径可有效降低切削力,减少制孔损伤。未来研究需进一步探索切削力形成机制,优化刀具结构和工艺参数,以提高CFRP 钻削制孔质量。
2.2 切削热
在 CFRP 钻削过程中,切削热对制孔质量影响显著。CFRP 的热导率各向异性,纤维方向热导率高,垂直方向和厚度方向热导率低,导致切削热易积累。碳纤维的碳化温度高达 1000∘C ,而树脂玻璃化转化温度(Tg)约为 200∘C ,当切削区域温度超过 Tg 时,树脂力学性能突变,影响 CFRP的整体性能。
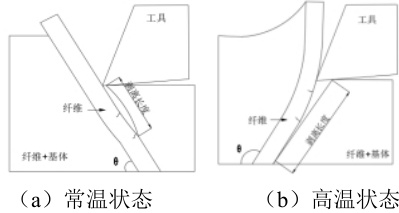
研究表明,切削速度和进给速度对钻削温度影响显著。Chen[1]发现,切削速度过高或进给速度过低均会导致温度升高。不同温度下 CFRP 的破坏形式不同(如图 1 所示),低温下纤维易脆断,高温下树脂软化,纤维难以切断,易产生毛刺和分层缺陷。 Xia[2] 对比了液氮蒸汽冷却钻削与干式钻削,发现低温可提高孔壁质量,但无法消除出口分层缺陷。
图1 不同温度下CFRP 纤维断裂方式示意图
目前,切削热的研究多依赖实验,理论和数值仿真研究较少。未来研究应从热力耦合角度建立切削热理论模型,深入分析切削热在工件及刀具中的分布,优化切削参数和冷却方式,以有效控制切削区域温度,提高CFRP 制孔质量。
2.3 切削缺陷
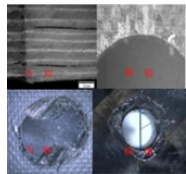
CFRP 钻削制孔易现分层、毛刺等缺陷。分层因轴向力超层间强度,分入口、出口两类;毛刺与切削刃钝化及纤维方向角相关;撕裂是分层的进一步表现;烧蚀由热量积累致树脂基受损。合理选切削参数、优刀具结构、改善切削环境可减缺陷,未来要结合热力耦合作用,深入分析缺陷机理,开发控制策略提制孔质量。
图2 CFRP 制孔中常见缺陷
2.4 切削环境缺陷
在 CFRP 钻削制孔过程中,切削环境的控制对提升制孔质量至关重要。研究表明,刀具材料和几何参数对切削温度和制孔质量有显著影响。例如,QUAN[3]对比硬质合金钻头和高速钢钻头发现,硬质合金钻头在降低钻削温度方面表现更优;CHANG[4]通过实验得出,刀尖半径为 0.3mm 时切削温度最低。此外,贾政元等[5]提出的“微元去除”和“反向剪切”纤维切除方式,以及殷俊伟[6]采用的碰冷空气冷却方法,均能有效降低切削区域温度,减少热损伤。
在切削环境控制方面,HA等[7]利用涡流管和干冰作为制冷剂的热交换器进行切削区域温度控制,发现低温条件下的高速加工可显著降低切削温度和切削力,减少钻削缺陷。王福吉等提出的小齿进工艺,通过减少单次切削厚度,有效降低了材料的热软化率和切削热。此外,王义文等[8]提出的吸气式内排屑系统,通过优化排屑和冷却方式,实现了对整个钻削加工区域环境的有效控制。
3 结论
本文总结了 CFRP 钻削制孔技术的研究现状,指出虽在刀具优化、工艺参数调整和冷却技术方面取得进展,但仍存在切削力大、热积累、分层、毛刺等缺陷问题。未来研究应聚焦热力耦合效应,深入探究其机理,优化刀具和工艺参数,同时研究环境因素与制孔质量的联系,开发系统解决方案,实现高质量制孔,并强调多学科交叉研究的重要性,以满足高端应用需求。
参考文献:
[1]CHEN W C. Some experimental investigations in the drilling of carbon
fiber reinforced plastics(CFRP) composite laminates[J]. International Journal
of Machine Tools and Manufacture,1997,37(8):1097-1108.
[2]Xia T. Investigation of drilling performance in cryogenic drilling on cfrp
composite laminates [D]. University of Kentucky.2014.
[3]QUAN Y,SUN L. Experimental investigation on drilling temperature of
composites[J]. International Journal of Machining and Machinability of
Materials,2008,3(3/4):356-363.
[4]CHANG S C. A study of cutting temperatures in turning carbon fiber
reinforced plastic(CRFP)composites with nose radius tools[J]. Key
Engineering Materials,2015,649: 38-45.
[5]王福吉,殷俊伟,贾振元,等 . CFRP 复合材料铣削力、温度及表
层损伤分析[J]. 机械工程学报,2018,54(3):186-195.
[6]殷俊伟. CFRP 切削加工损伤成因及其评价方法[D]. 大连:大连
理工大学,2018.
[7]HA S J,KIM K B,YANG J K,et al. Influence of cutting temperature
on carbon fiber reinforced plastic composites in high-speed machining[J].
Journal of Mechanical Science and Technology,2017,31(4):1861-1867.
[8]王义文,许成阳,许家忠,等. CFRP 加工用内排屑钻头排屑条件的
仿真分析及试验研究 [J]. 机械工程学报,2018,55(5):223-231.通讯作者:赵万军,副教授,智能制造研究。
基金项目:重庆市大学生创新创业训练计划项目(S202510643013)
.jpg)
.jpg)
.jpg)
.jpg)