.jpg)
浅谈某地铁构架侧梁 U 型焊缝缺陷的优化方案

徐安兵 蔡鸿亮 孟飞
中车南京浦镇车辆有限公司 江苏省南京市 210031
关键字:U 型焊缝 焊接参数 焊接质量 焊缝缺陷 改善方案
0 前言
本文涉及的构架是公司自主研发、具有完全自主知识产权的地铁转向架,其构架采用H型箱体结构,整个转向架结构合理、工艺性好,能满足不同客户的特定需求,从而使用范围较为广泛。该型号构架的侧梁外体长焊缝大部分由机械手焊接完成。而在侧梁端头部分的U型焊缝,由于该焊缝由上下盖板和端部封板组成的U型焊缝,板厚 10mm ,坡口角度 50∘ ,工艺要求焊缝坡口需填满且熔深需满足 9mm ,焊角高度K为 6-8mm ,所以其结构的局限性及工艺要求的规范性,使机械手摆动幅度、焊接可达性受到限制,如图1、图2 所示,故此U型焊接结构需采用人工灵活性施焊。然而,在人工焊接过程中,规律性的焊缝成型不良,使得焊缝质量无法得到有效保证,其焊缝成型不良问题主要表现在焊缝波纹粗劣、不均匀不整齐、与母材不圆滑过渡、焊接接头差、焊缝高低不平等及下趴等焊缝质量问题。焊缝焊角有效值低于工艺要求标准,形成了惯性质量问题,焊接交验合格率较低,如图3 所示。
图 1 U 型焊缝结构
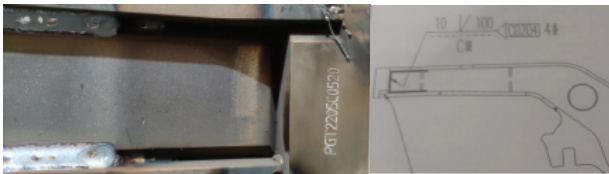
图 2 U 型焊缝标示
图 3 焊缝成型不良

1 工艺特点
1.1 工艺参数
(1)焊接设备:选用法国SAF气体保护焊机,焊接性能稳定,节能省材,特别是控制性能好,动 1 态响应快,易于实现焊接过程中的控制,在焊接性能和操作上具有很大的潜在优势;
(2)焊缝母材:板材选用具有低焊接裂纹敏感性的P355NLI钢材;
(3)焊接材料:焊丝选用 ISO 14341-A G46 4M21 4Si1 Φ1.2 ,化学成分如表2 所示,此焊丝适应低合金钢结构混合气气保焊;
(4)保护气体:保护气体:  ,气体流量:15—18L/min。焊接效果比C02 气体好很多,焊接时比C02 飞溅小,焊缝成型美观,有助于稳定电弧,减少焊接飞溅;
,气体流量:15—18L/min。焊接效果比C02 气体好很多,焊接时比C02 飞溅小,焊缝成型美观,有助于稳定电弧,减少焊接飞溅;
(5)辅助设备:选用焊接L型变位器,此变位器可以固定侧梁焊接工件,机械手焊接好的侧梁通过变位器翻转以及旋转的控制使侧梁上的U型焊缝处于水平位置,满足工艺施焊的要求;
1.2 作业方案分析
(1)用天车将机械手焊好的侧梁从马镫吊入变位器夹具内并压紧紧固螺栓;
(2)焊前整体清洁度检查,清除工件表面焊渣,飞溅等杂物,焊缝表面不得存在裂纹,气孔未熔合,焊穿等表面缺陷,对前道工序机械手焊缝接头严格进行清根处理,焊缝接头处理后不可以存在缩孔,夹渣,气孔等缺陷。完成焊前记录表的填写;
(3)通过L型变位器将U型焊缝翻转至水平位置;
(4)焊前对U型焊缝端部封板处进行预热,预热温度(120-150)℃;
(5)按照工艺文件参数要求完成侧梁外体手工焊u型焊缝;
(6)对焊缝接头进行打磨修整形成良好的表面成型,打磨完成后,需用高压风或毛刷清理焊缝及周边铁屑等杂质。
通过梳理常用作业方案以及实物焊缝成型情况,分析其焊缝成型不良,质量不过关的主要原因有: ① 焊接中运枪速度过快或过慢; ② 焊枪摆动幅度局部过大、过小; ③ 焊枪施焊角度选择不当; ④ 熔池观察范围有效,不易灵活控制焊缝成型。
2 改善方案
本课题改善方案的主要思路为:打底层(正常方案施焊,保证熔深要求)→填充层(控制填充量)→盖面层(关键层,保证焊角尺寸和焊缝成型)
2.1 打底层及填充层方案
采用单层多道焊接,打底层内板及上盖板与焊枪机械手焊缝角度为120-130∘ , 电流296A,电压30v匀速施焊。下盖板打底焊枪角度和机械手焊缝夹角 75 度到 85 度。填充和打底焊枪角度及其电流电压角运条速度基本一致,填充层焊接参数按工艺文件要求执行。
2.2 盖面层方案
盖面层上盖板一侧焊接采用的焊枪角度不变,电流控制在305A、电压控制在310v以下,焊枪上下轻微正小月牙匀速移动,下盖板一侧焊缝由于结构因数无法保持水平位置在焊接过程中焊枪角度和机械手焊缝保持 90-00∘ ,变换变位器确保其与内板保持 30-35∘ 夹角。
施焊过程中控制电流 305A,电压31v,采用正小月牙注意铁水成型情况依靠电弧推力和焊枪角度,使其避免下盖板焊缝焊角不够,导致内板焊缝边缘夹角的形成,从而有效减少了焊缝成型不良,产生缺陷的频率。
此种气保焊操作手法主要以原基础上通过改变焊枪角度和运条手法。使得在进行侧梁上下盖板和内板施焊时,以焊枪角度的调整,来腾出一定的空间,而后可更容易的观察熔池状态。由于能轻易地观察熔池,使得焊枪能够更加灵活操作,从而大大的减少焊接过程中,因焊枪操作角度不对、焊枪摆动不合理、焊枪与母材接触过长、熔池不能容易观察等因素引起的咬边、气孔、凹坑、焊缝熔深不够等缺陷。
四、结论
通过此焊枪操作角度和运条手法,能够在窄小空间灵活可靠控制焊枪,防止施焊中焊枪在窄小空间里挡住了焊缝熔池观察普遍现象,使焊接电弧稳定燃烧,针对侧梁外体手工焊焊缝的缺陷能够严格的防控住,减小了缺陷对侧梁结构的危害,这样能够确保构架焊接质量,保证车辆正常运行。大大减少了返工率,提高了生产率,使焊工的劳动强度得到减少。
.jpg)
.jpg)
.jpg)
.jpg)