.jpg)
冶金轧机四列圆柱滚子轴承的优化设计简介

崔传荣 李刚
瓦房店轴承集团有限责任公司 辽宁瓦房店 116300
摘要:本文针对冶金轧机支撑辊四列圆柱滚子轴承在轧制过程中因冲击载荷导致的滚子与外圈滚道“拉毛”问题,提出了两项优化设计措施:一是通过增大滚动体直径(从 ∅ 58 mm 增至 ∅ 62 mm)并减少每列滚子数量(从42 个减至40 个),在减轻轴承总重量 16 kg 的同时,将额定动载荷提高5. 5% (700 kN),寿命提升 20% ;二是应用物理气相沉积(PVD)技术在外圈表面制备类金刚石涂层(DLC),以降低摩擦系数、增强耐磨性。改进后的轴承在客户产线运行超过3000 小时,显著延缓了疲劳起始时间,获得客户认可并实现批量采购,为企业创造了经济效益。
关键词;钢铁支撑辊、四列圆柱滚子轴承、增大滚动体直径、外圈耐磨涂层应用

1、前言
冶金轧机轴承的研发本质上是为客户提供更好的设备与更简便的维护保养要求。运用更好的技术制造长寿命轴承,降低轴承更换频率,提高产能,降低物耗。
随着中高端轧机日益在国内普及,轧机用户对轧机轴承的使用性能要求愈发提高,同时随着国内轧线日常维护的规范化,标准化,轴承结构对轴承寿命的影响也日益凸显,同时研发并运用更先进的表面处理工艺,如碳氮共渗工艺、PVD 涂层工艺、表面致密化加工及选用高纯净度钢材等技术措施,在同体积情况下,轴承可承受更大轧制力进而提高轴承的稳定性、可靠性与寿命。
2、钢铁热连轧支撑辊四列圆柱滚子轴承的优化设计
本文介绍了一种冶金轧机支撑辊四列圆柱滚子轴承的设计改进。
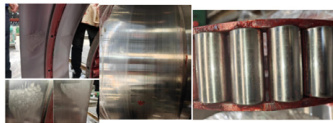
2.1 冶金轧机支撑辊四列圆柱滚子轴承的失效情况介绍在轧机工作辊“咬钢”时产生的瞬间冲击力,通过支撑辊传递给四列圆柱滚子轴承的滚子和外圈滚道,受瞬间冲击力影响,滚子与外圈滚道产生相对滑动,滑动导致外滚道和滚子表面产生“拉毛”现象,这种拉毛现象在应用过程中是不可避免的。例如,某热连轧产线 F7 机架支撑辊轴承在运行 2000 小时后,下机解体后发现此现象,轴承外滚道负荷区出现“拉毛”现象,滚动体表面有轻微“拉毛”现象,内圈滚道良好,见图一。
对比几家钢厂,轴承选用的承载越强,轴承产生拉毛现象的周期越长。
2.2 冶金轧机支撑辊四列圆柱滚子轴承的优化设计
针对此“拉毛”现象,主要从提高轴承的承载能力和滚子与滚道接触摩擦方面着手进行改进。改进情况如下:
A) 加大滚动体直径,具体参数如表 1。
表 1
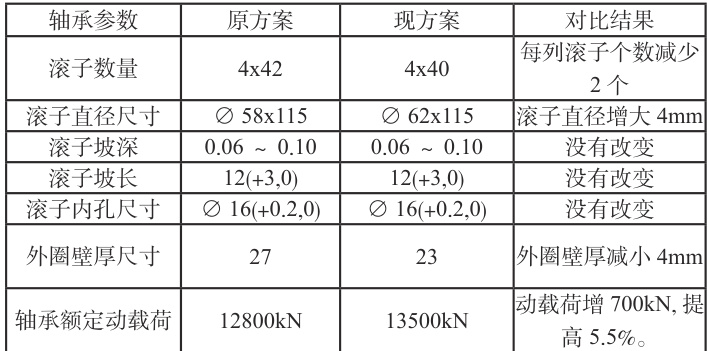
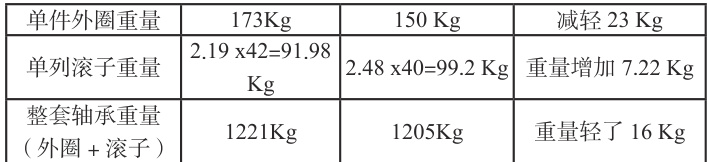
从上表上看,轴承承载能力提高了 700kN , 提高 5.5% ,轴承寿命提高了 20% ,且轴承总体重量减轻了16kg,降低了成本,增强市场的竞争力。
2.3 外圈表面耐磨涂层应用。
表面耐磨涂层应用:在轴承接触零件表面利用物理气相沉积(PVD)方法制备类金刚石涂层(DLC),使其具有高硬度、良好的耐磨性能、摩擦系数低和化学性能稳定等优点。外圈表面耐磨涂层应用后,有效的延缓零件早期疲劳的起始时间,提升疲劳抗性能,延长轴承使用寿命和维护周期。

3 结束语
本文通过优化冶金轧机支撑辊四列圆柱滚子轴承的设计,有效解决了因轧制冲击载荷导致的滚道“拉毛”问题。通过增大滚动体直径并调整滚子数量,轴承在减轻重量的同时提升了承载能力与寿命;结合外圈表面 DLC 涂层技术,进一步提高了耐磨性和抗疲劳性能。实际应用表明,改进后的轴承运行时间超过 3000 小时,性能稳定,满足了客户对长寿命、低维护的需求,目前已实现全线批量使用。
未来,随着轧机向高效化、高精度方向发展,轴承研发需持续聚焦材料科学与表面处理技术的创新。例如,探索更高纯净度的钢材、复合涂层工艺(如碳氮共渗与PVD 结合),以及智能化监测技术的集成,以进一步提升轴承在极端工况下的可靠性。此外,轻量化设计与动态载荷适配性研究也将成为重要方向。本次优化不仅为客户创造了价值,也为行业提供了可借鉴的技术路径,彰显了瓦轴集团在高端轴承领域的研发实力。
参考文献:
1. 林彬 , 祁鑫鑫 , 王鹤寿 , 等 . 钢铁冶金企业轧机动力电缆防火布耐火性能 [J]. 消防科学与技术 ,2018,37(05):663-665.
2. 袁志奇 . 冶金板材冷轧机传动系统振动自适应调控优化 [J]. 山西 冶 金 ,2023,46(08):116-117+120.DOI:10.16525/j.cnki.cn14-1167/tf.2023.08.044.
3. 袁志奇 . 冶金板材冷轧机传动系统振动自适应调控优化 [J]. 山西 冶 金 ,2023,46(08):116-117+120.DOI:10.16525/j.cnki.cn14-1167/tf.2023.08.044.
作者简介:
崔传荣,1979 年出生,女,高级工程师,大学本科,瓦轴集团工业机械轴承研发设计工程师。邮箱:Cuichr@zwz.cn
.jpg)
.jpg)
.jpg)
.jpg)