.jpg)
阳极炉烟道结构优化实践

肖凯 余开新 邵涛
阳新弘盛铜业有限公司 湖北黄石 435005
1.前言
弘盛铜业阳极精炼工序配有2 台680 吨回转式阳极炉,炉体直径 5m ,长度 14.5m 。阳极炉烟气依次经水冷烟罩、烟道、遥感清灰装置、阳极炉布袋及风机,烟道全段采用钢爪+浇注料形式。自2022 年10 月投产以来,阳极炉烟道有部分支撑变形,管道下沉,且伴有耐火材料脱落的情况,导致管道钢壳直接与高温烟气接触而漏火。为不影响生产的正常进行,通过加固管道支撑、挖补破损处、清理烟道内部掉落的耐火材料等方式对烟道进行临时处理,但临时处理的烟道约30 天就会再次出现破损的情况,效果不佳。为此,在2023 年7 月份,对2#阳极炉烟道进行了部分更换。在2023年8 月份,对1#阳极炉的烟道进行了部分更换。对部分烟道进行更换后仍不能保证长时间使用,同时浇注料坍塌,导致烟道堵塞,极大的影响负压,不利于生产正常运行。故在2024 年4 月中修期间,对阳极炉烟道进一步优化改造。
2.原因分析
阳极炉在不同阶段烟气温度及成分差别较大,如表 1。在阳极炉还原期间,存在部分未利用的天然气直接进入烟道内二次燃烧,导致该阶段阳极炉烟道热负荷偏大,且还原期和其它时期烟气的温差较大。其次,阳极炉烟道采用钢爪 ⋅+50mm 的铝铬浇铸料,与冶炼厂常用砖砌烟道相比,浇铸料更容易受到温差影响而伸缩变形,出现开裂、脱落的情况,影响烟气走向,最终使得烟管钢壳直接与高温烟气接触而坍塌变形。
表1 阳极炉烟气温度及成分表

3.结构优化
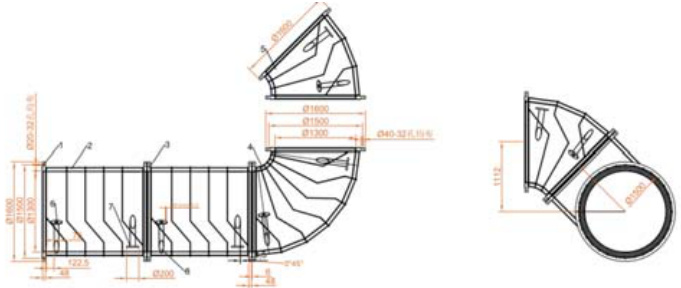
根据阳极炉烟气温度,分为三个温度区间:高温区( 800∘C 以上)、次高温区( 500-800∘C )和低温区( 500∘C 以下)。不同温度区间采用不同的优化方式。高温区为烟道入口弯头段,该段采用316L 不锈钢水套式结构,如图 1 所示。有效降低烟气温且保证烟道耐高温性,不再出现破损漏烟的情况;烟道次高温区域为弯头后水平段20 米,采用高铝砖砌筑,增加烟道的耐高温性的同时保证烟道不会因为砌筑而增加重量,同时利用砖缝平衡烟道由于温差过大的膨胀与收缩,使得该段耐火材料不会因为温差而发裂脱落;烟道低温段仍采用钢爪 .+ 铝铬浇注料浇注定型砌筑。
图1 不锈钢水套式烟道图
4.效果分析
通过本次改造,解决了烟道坍塌、结焦问题,炉内负压效果明显变好,从改造前到目前为止,阳极炉烟道再未发生过垮塌问题。
通过新增水冷烟管对烟气进行冷却,摇杆清灰装置入口烟温明显降低,改造前还原期摇杆清灰装置入口烟温能达到 600∘C 左右,改造后入口烟温已降低至 300⋅400∘C ,使得摇杆清灰板式冷却器冷却风机运行频率降低,原风机运行频率在20HZ 左右,改造后风机运行频率约10HZ,大大节省冷却风机的电力消耗以及摇杆清灰装置的热负荷。
5.经济效益测算
改造之前阳极炉氧化期炉内负压控制在-40 至-  之间,此时排烟风机转速为 855rpm ,风机电流 185A 。改造后炉内负压基本控制在-10Pa 左右即可满足生产需求,此时风机转速为 730rpm ,风机电流 140A,电流降低了约 45A 。该风机生产期连续24h 不间断启动,其电压为 380v ,阳极精炼区域共有2 台排烟风机,按年生产330 天计算,可节省电费约11.8 万元。
之间,此时排烟风机转速为 855rpm ,风机电流 185A 。改造后炉内负压基本控制在-10Pa 左右即可满足生产需求,此时风机转速为 730rpm ,风机电流 140A,电流降低了约 45A 。该风机生产期连续24h 不间断启动,其电压为 380v ,阳极精炼区域共有2 台排烟风机,按年生产330 天计算,可节省电费约11.8 万元。
阳极炉烟道未改造前平均每 2 个月需要对烟道进行一次大面积的修复更换,每次至少持续2 天。在烟道修复期间,闪速吹炼炉只能维持约60 吨冰铜/小时的投料量,以空出进料间隔时间、浇铸间隔时间用于清理、更换烟道,严重影响了生产效率。通过改造烟道稳定了吹炼投料量,每年约有12 天不再控制闪速吹炼炉低负荷生产,创造约600 万元的边际效益。
6.结语
本次阳极炉烟道优化通过温度分区设计,有效解决了浇注料脱落、烟道漏火及负压波动问题。高温区不锈钢水套与次高温区砖砌结构的应用,显著提升了耐火系统对温差剧变的适应性,杜绝了结构性坍塌。改造后,烟气温度降低使冷却风机能耗下降,年节省电费约11.8 万元;同时保障了闪速吹炼炉连续高负荷运行,避免年约12 天的低负荷生产,创造约600 万元边际效益。该实践为冶金行业阳极炉高温烟道治理提供了可推广的解决方案,兼具技术可行性与显著经济效益,对同类烟道改造具有重要参考价值。
作者简介 :肖凯,男,生于 1998 年,湖南衡阳人,冶金助理工程师工作单位 : 通讯地址 : 联系方式 :13203174266 1406159471@qq.com
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)