.jpg)
机车联动门锁的检修及处理方法

徐甲儒
中车兰州机车有限公司 730050
一、检修背景
目前我公司检修机车种类日渐繁杂,主要包括 DF4B、DF4C、DF4D、DF8B、SS3、SS3B、SS4、SS7E 及SS7C 等车型。且同一种车型机车门锁不尽相同,含普通门锁及联动锁。其中联动锁从内部传动又可分为双连杆传动方式、单连杆传动方式及链条传动方式。即使为同 传动方式内部结构也不尽相同,外购配件购买困难且成品购买价格过高,在这种不利条件形势下,通过工作实践与学习思考,针对不同机车联动门锁制定了相应的检修方法,对机室连动锁的检修取得了一 些实践经验。本文结合实际检修操作过程,对机车单连杆传动方式的联动锁常见问题及检修问题进行阐述。
二、检修方案的提出
双联动锁由上锁体和下锁体组成,上下皆可控制反锁。SS7C 电力机车门锁为双联动式,最开始是将双联动锁修复并装车。检修时成本高,人工耗时高,3 个人检修完一台车需要快两天的时间,花费了大量的人力物力。刚开始将双联动锁改为单锁是通过一台车购买四个单锁装车,完成双联动到单锁的检修过程。虽然节省了一半的成本,但是相比工作量并没有减少反而增加。需采购普通单锁进行替换双联动锁,在此过程中,需要对门进行重新焊接安装底板,开孔打眼,三人耗时需要两天完成一台车门锁改造,台车共用单锁 4 把,单价 300 元/把。共计1200 元。据统计,2023 共计改造约12 台,购买普通锁成本约1.44 万元。通过之后的检修攻关,改变双联动锁的结构,将双联动改为单锁,台车检修时间下降 50% ,劳动强度下降 80% ,在无需增加新的投入的情况下,台车检修成本最大可减少快五千。现在三个人检修一台车不到一天就可以完成。如图1 所示。
图1 双联动锁与单锁

三、检修原理
机室门锁主要有执手复板、上部门锁、连杆、下部门锁、锁头这几大部分组成。执手复板是安装在门板上控制门的开启,上部门锁是门锁的主要锁闭机构,连杆负责上下部门锁的联动,下部门锁主要是利用锁头总成对门进行锁闭的机构。上下锁之间是有一个带左右旋向的螺纹连杆上下连接运行的,所以必须在组装前就得调整好上下门锁的间距。保证连杆在连接时位置的准确度,不能调的太长和太短,太短门锁容易卡滞,太长会导致执手低头,并且导致下部门锁不能正常锁闭。其次上下门锁不在一个平面上就会导致连杆上下不同轴,从而影响连杆的上下运动导致卡滞现象出现,这主要是由于火车运行过程中门局部变形和联动锁所处安装位置造成的。
原先机室联动锁损坏只能更新处理,给门锁检修增加了难度,给机车门锁检修增加了检修成本。
由于一些局段的特殊要求,联动锁需要改为单锁,刚开始改造的单锁只能是普通型单锁,这种锁另外还得安装新的锁鼻子,还得制作安装锁鼻子的底座,在焊接在车体上。另外门锁的安装还得在门上重新打孔,就得破坏原先安装联动锁的安装结构,这种改造方法费人费力费成本。在这种情况下又研究出另一种改造方法,下面就简单的概述下这种改造方法
直接拆下联动锁,把上锁体和下锁体的连接连杆拆除,只用上锁体,原机车联动锁的反锁旋钮是方孔的,方孔反锁一转动就是垂直转动,角度为90 度。锁头总成直接作用在方孔里门锁反锁之后就不能用钥匙反锁。
门锁反锁开启后是在下锁体的外侧用锁头总成控制开启,不管是单联动锁还是双联动锁,其内部反锁机构都是大同小异,要把锁头总成安装在上锁体上,这就需要在反锁机构上想办法重新开槽。拆下联动锁的反锁机构,用电焊把里外的两个方孔焊接封堵,再用锉刀搓平整,在门锁反锁状态下。在反锁旋钮朝向右侧方向开45度的小槽,槽宽2\~3mm,槽深10\~13mm,锁体组装完成后,安装复板门执手,便可实现内外反锁功能。
图 2 开槽前后示意图
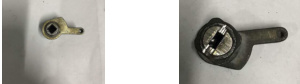
门锁内侧则是在反锁旋钮反锁的状态下水平方向开槽,另外反锁旋钮还得切割掉一点圆弧角,不然在门锁反锁打开的状态下不能开启门锁,这点至关重要。
图3 改造完后的单锁

四、总结
结合实际工作中的联动锁检修和安装过程的处理,有效的控制了联动锁的更新数量,降低检修成本,并提高检修质量。通过对双联动锁的改装,降低了维修成本,降低了劳动强度,提高了工作效率。此方法也适用于DF8B,SS7E,SS4 等机车的门锁改装。
五、参考文献
1.金属材料与热处理(中国社会劳动保障出版社)
2.SS7C 机车检修规程
3.内燃机车大修规程汇编(中国铁道出版社)
.jpg)
.jpg)
.jpg)
.jpg)