.jpg)
浅谈工件测量手编宏程序的运用

尤诗祥
成都四威高科技产业园有限公司
自1952 年第一台数控铣床诞生以来,数控机床得到了突飞猛进的发展,数字化工厂、智能制造也发生着巨大的变化,特别是工业4.0 以及中国制造 2025 逐步落地,数控技术的发展更加明显。数控技术是航空制造业现代化的重要基础和关键技术,应用数控加工不仅能够有效解决复杂、精密和小批多变零件的机械加工问题,而且能够稳定零件加工质量,缩短加工周期,增加生产柔性,提高生产效率,加快企业新产品的研制开发和更新换代,有效提升企业对市场的适应能力和综合经济效益。高附加值的工件加工在数控机床上越来越来普及,工件的测量显得更加重要,确定工件与机床相对坐标位置,须采用工件测头进行保证。
当前数控系统主流是西门子、海德汉以及法拉克等,某司的数控机床采用法拉克(Fanuc0i-MF)系统。由于购买年限较长,工件测量系统没有配备,随着加工产品的升级,对产品质量要求越来越高,加工周期缩短,快速反应保障能力提升。后续对该系统的机床加装了工件测量系统,机床并没有配置相应的测量模块,使用时对测量程序进行编辑,浪费时间,容易出错,自带程序冗长特别不适应初学者,本文采用宏程序编制进行工件测量,在使用过程中操作简单。主要为单面测量、凸台/凹槽测量、内孔/外圆测量、第 4 轴测量找正。
1.XYZ 单面测量XYZ 单面测量方式是通过测量一个平面来确定尺寸或位置,将测头定位在靠近该平面的位置。主程序为O1000,采用非模态调用 G65,调用P1100 宏程序,如图 1所示。
O1000
G65 P1100 C+1 X10 Y10 Z0 S55
G65 P1100 A-1 X0 Y10Z-5 S55
G65 P1100 B-1 X10Y0 Z-5 S55
M30
%
图1单面测量
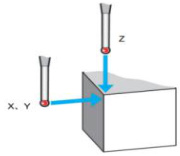
使用时先预设更新所需机床坐标值,程序中X、Y 表示测量坐标值,Z 表示探头下降深度,程序中 A=+1 ,测量 X 正方向; A=-1 ,测量 X 负方向;Y 有值,表示Y 方向偏移量, B=+1 ,测量Y 正方向; B=-1 ,测量 Y 负方向;X 有值,表示Y 方向偏移量 C=1 ,测量 z 方向,S55更新坐标系。调用子程序为O1100,程序如下:
01100 #531=#25
#101=#1 #530=#26 M81
#102=#2 G[#527] G0G91G28Z0
#103=#3 T9M6 M99
#527=#19 G0G90X[#528]Y[#531]
#528=#24 M80
2.凸台/凹槽测量凸台/凹槽测量循环利用沿 XY 轴的两次测量移动来测量凸台或凹槽特征。将测头定位在特征的预期中心线位置,且位于 Z 轴的一个合适位置,测量如图 2 所示。主程序为 O2000,调用 P2100 程序。
02000
G65P2100 A-1 EO X6 YO Z-5 S55
G65P2100B-1EO X0Y3Z-5S55
M30
%
图2凸台/凹槽测量
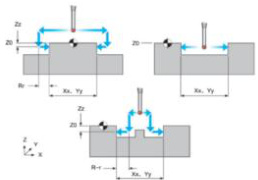
在使用过程中,X、Y 表示测量凸台/凹槽长宽尺寸,Z 表示探头下降深度,E 表示测量方向偏移量,默认为零时,在测量方向的中心位置(避让压板), A=-1 ,测量X 凸台; A=+1 ,测量 X 凹槽;B=-1,测量 Y 凸台; B=+1 , 测量Y 凹槽,S 更新坐标系。调用子程序 O2100,程序如下:
02100 #530=#26 IF[#102EQ-1]GOT020
#101=#1 G[#527] IF[#101EQ1]GOT030
#102=#2 T9M6 IF[#102EQ1]GOT040
#105=#8 GOG90X0Y0
#527=#19 M80 G0G91G28Z0
#528=#24 G43Z[#530+100]H09 M99
#531=#25 IF[#101EQ-1]GOT010
3.内孔/外圆测量利用沿 XY 轴的四次测量移动来测量内孔或外圆特征。测头和测头偏置激活后,将测头定位在特征的预期中心线位置,且位于 Z 轴的一个合适位置,测量如图 3 所示。主程序为 O3000,调用 P3100 程序。
03000
G65P3100A-1 D50X0Y0Z-5S55
M30
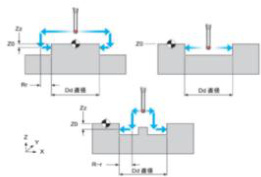
在使用过程中,内孔/外圆测量,X、Y 表示测量内孔/外圆坐标值,Z 表示探头下降深度,D 表示测量内孔/外圆直径, A=+1 ,测量内圆; A=-1 ,测量外圆,S55 表示更新坐标系。调用子程序为 O3100,程序如下:
03100 G[#527] ∓101=∓1 T9M6 G65 P9810 Z100 F2000 #104=#7 GO G90 X[#528]Y[#531] M81 ÷527=÷19 M80 GOG91G28Z0 #528=#24 G43 Z[#530+100]H09 M99 ♯531=♯25 IF[#101EQ1]GOTO10 % ÷530==26 IF[#101EQ-1]GOTO 20
4.第 4 轴测量第 4 轴测量此循环用于确定平面两点之间的斜角。它将通过第 4 回转轴在任一方向上补偿误差,如图4 所示。主程序为O4000,调用P4100 程序。
04000
G65P4100B1 X50YOZO S54
G65P4100A-1 E20 X5Y0Z0S54
M30
图4第4轴测量
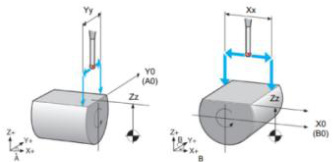
在使用过程中,X 表示测量长度,Y 表示测量 Y 轴坐标值,有正负时表示 Y 轴偏移量,Z 表示探头下降深度,E 表示测量原点在工件某一角处时,工件毛坯在X 轴方向长度, A=+1 ,工件原点在左边; A=-1 ,工件原点在右边; B=1 ,原点在工件中心,S54 更新坐标系。调用子程序为 O4100,程序如下:
04100 T60M6 GOT0999
 G0G90X0Y0 N999
G0G90X0Y0 N999
 G43Z[#556+100]H60 M15
G43Z[#556+100]H60 M15
 IF[#551EQ1]GOT010 M73
IF[#551EQ1]GOT010 M73
7531=719 IF[#551EQ-1]GOT020 GOG91G28Z0.
#554=#24 IF[#552EQ1]GOT030 M185
#555=#25 M99
#556=#26 M165P9810Z100F2000
通过对各种测量方式宏程序的编辑,在实际使用过程中,根据工件的大小,测量方式的需求,只进行对各程序段中 ABCDE 的值进行输入更新,就能完成预置坐标后零件的测量坐标更新。同时,对于批量生产中复杂程序坐标测量,只需要把 G65 Pxxxx 程序段复制到主程序中就完成工件测量找正,缩短了辅助准备时间,提升了设备的开机率。针对不同的数控系统和生产条件,对加工过程中出现的各种现象和问题进行合理改进优化改进是实现产品质量保证和效率提升的关键方法,也为更好地开展相关技术攻关提供了一种思路。
参考文献
[1]《FANUC 数控系统宏程序编程方法、技巧与实例》,张运强,穆瑞,机械工业出版社,2011 年 6 月.
.jpg)
.jpg)
.jpg)
.jpg)