.jpg)
一种阶梯轴压装方法

郭锐 孙川 赵建伟 白文远 宁允展
中车青岛四方机车车辆股份有限公司转向架分厂 山东青岛 266000
1. 引言
在新产品转向架生产制造时,由于生产初期工艺装备和工艺方法还不够完善,在转向架导向轮支架阶梯轴压装过程中出现了压装件的报废难题。为了保证阶梯轴压装的工作效率和产品质量,设计并制作一种阶梯轴压装导向定位装置,提高了阶梯轴压装一次压装合格率,节约制造成本。
2. 原操作方法及存在的问题
2.1 原操作方法
转向架导向轮支架阶梯轴压装原操作方法为:将导向轮支架放置在等高的支撑上,使用一个套筒式的工装进行压装,压装前先通过尺寸测量和调整压装垫片来控制阶梯轴的压装高度,再用目测的方法检查阶梯轴与支架孔压装前的垂直度。开启压力机进行压装,当压装完成后,若高度尺寸超差,施工人员需反复进行压装垫片调整和重新二次压装,操作繁琐且工作效率低,稍有不慎就会造成零部件的报废,施工操作难度大。
2.2 存在的问题:
1. 用目测的方法,无法保证阶梯轴与支架孔压装时的垂直度要求。2. 在压装过程中,无法保证阶梯轴一次压装后的高度尺寸精度(需反复测量并多次调整垫片厚度)。3. 阶梯轴在压装过程中出现歪斜(会导致阶梯轴、支架损坏或报废),施工质量无法得到保证。
3. 新装置结构原理及操作程序
针对原压装工装的结构及施工操作方法的不足,结合转向架导向轮支架及阶梯轴的结构特点,设计、制作一种阶梯轴压装导向定位装置,来保证阶梯轴与支架孔压装的一次合格率,提升产品质量,提高工作效率,节约制造成本。
3.1 新装置结构原理:
阶梯轴压装导向定位装置设计时考虑了阶梯轴压装高度尺寸(精度可调整),同时具备定位、导向及复位功能,压装套上设计有观察口。当阶梯轴压装完毕后,压装套会在弹簧力的作用力下复位;
图 1
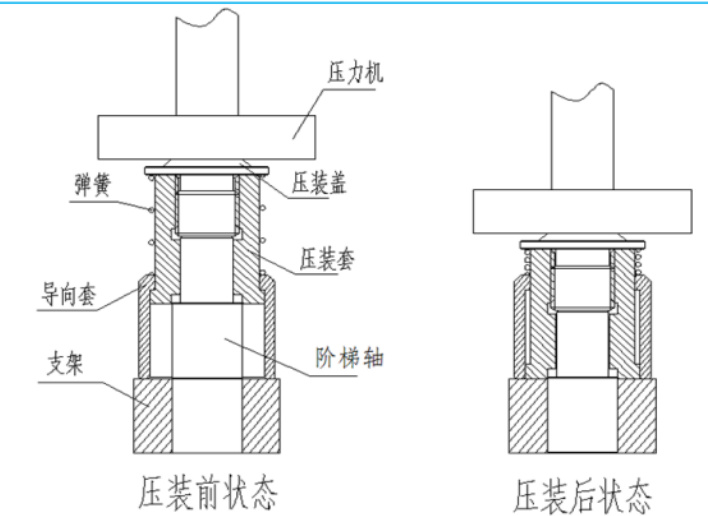
1. 压装盖:阶梯轴压装高度尺寸是通过压装盖与压装套的螺纹进行调整和保证的,压力机的压装力通过压装盖的底部直接传递给阶梯轴上端部。
2. 压装套:压装套内孔与阶梯轴之间为 0.06mm 间隙配合,对阶梯轴起径向定位和轴向导向的作用,可以保证阶梯轴垂直的安放在压装套的孔内。
3. 导向套:导向套与压装套是通过内部(两个)定位台阶相互形成 0.06mm 间隙配合,两者之间具有径向定位和轴向导向的功能;压装套的下端面为定位面,与阶梯轴轴线相互垂直,从而保证了阶梯轴压装时的垂直度要求;在导向套底部加工出了两个观察孔,能够观察阶梯轴的压入过程。
4. 复位弹簧:在压装盖与导向套之间安装弹簧,在压装盖和导向套之间形成复位的弹性推力,使阶梯轴压装导向定位装置能在压装完成后恢复压装前状态。
3.2 操作程序:
1. 将支架安放置在两个等高支撑上,在支架孔内均匀涂抹润滑剂;
2. 将阶梯轴插入压装导向定位装置内部即可;
3. 将该装置(插入阶梯轴)一起放在支架孔的上部,开启压力机进行压装(阶梯轴压装高度尺寸精度控制是通过压装盖与压装套上的螺纹提前调整好的),从而完成整个压装过程;
4. 推广应用及效果综述
4.1 应用情况
阶梯轴压装导向定位装置在转向架支架阶梯轴压装中的应用,改变了原施工工艺,员工操作时更加轻松,在压装尺寸控制、压装质量、工作效率方面得到了大幅改善和提高,得到了工艺师和质量工程师的一致认可。该装置的结构原理可在其它车型的轴套类零部件生产制造过程中进行推广应用。
4.2 效果综述
1. 保证产品质量:该装置经过设计、制作及现场验证,施工过程变得非常简单,质量控制得到有效保证,一次压装合格率由原来的 70% 提高至现在的100% 。2. 提高工作效率:原压装时需多次调整垫片厚度来控制阶梯轴高度尺寸,需2 人同时作业。使用该装置后,现只需1 人操作就可完成。
5. 结束语
转向架阶梯轴压装导向定位装置的研制及应用,改变了传统的思维方式,保证了产品质量,提高了工作效率,节约了制造成本。一个好的工艺装备可以保证产品质量,一个好的操作方法可以提高工作效率,一个好的工艺方法可以节约制造成本。只要我们在日常工作中细心观察,不断探索,相信我们每个人都能成为岗位中的发明家和创造者。
参考文献:
[1] 岳立峰 , 窦广旭 . 轮对压装工艺分析 [J]. 机车车辆工艺 ,2005,(3):7-9.
[2] 冯绍艳 . 机车轮对组装标准对比研究 [J]. 机车车辆工艺 ,2014(2):25-26.
[3] 王晓刚 , 李斌 , 刘鑫 . 铁路机车轮对组装轮轴配合紧固力的研究 [J].科技创新与生产力 ,2017,(4):91-93.
.jpg)
.jpg)
.jpg)
.jpg)