.jpg)
两级AO+MBR 工艺处理垃圾中转站废水工程应用策略

王俊
浙江省东阳市环境卫生处 浙江 东阳 322100
一般情况下,垃圾中转站废水主要包括生活污水、冲洗废水和垃圾渗滤液等,这些污水气味极为难闻,含有多种杂质,污染性极高,对生态环境的威胁不容小觑。对此,必须做好两级 AO+MBR 工艺处理工作,运用分光光度法对水质进行仔细检测,优化设计参数,提取废水中的盐分物质,确保处理效果。
一、量化两级AO+MBR 工艺流程
两级 AO+MBR 工艺流程操作简便,有良好的抗冲击负荷能力,在具体操作中占据的空间面积较小,最终的出水效果良好,是污水处理工作中的常用工艺。在整个工艺操作过程中,膜系统的泥水分离效果良好,能够独立分开水力停留时间(英文简称 HRT)和污泥停留时间(英文简称 HRT),其生化系统的污泥浓度较高,去污效果良好。
某污水处理厂每天所接收的污水中含有大量的泥沙和渣滓,存在高盐分。要确保经过处理后的出水质量符合标准要求,污水处理厂非常重视优化处理工艺,进一步强化预处理作业,为废水前端管网经设置了粗格栅。图一就是两级AO+MBR 工艺处理流程图:
图一 两级 AO+MBR 工艺处理流程图
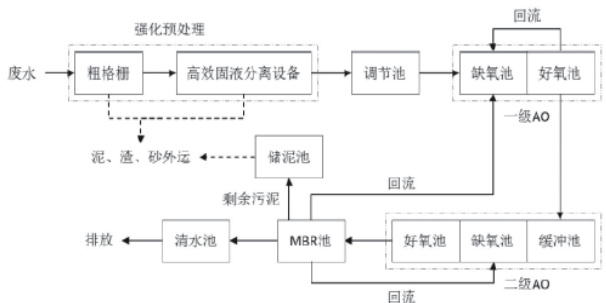
从图一可以看出,粗格栅能够对大颗粒的泥、渣、砂等杂物后进行阻隔,借助高效固液分离设备对泥、渣、砂再次进行分离处理,从而使废水和泥、渣、砂迅速分离。完成强化预处理作业之后,能够将废水原来所包含的 90% 的泥、渣、砂予以分离,同时,能确保 SS 去除率达到 45% ,这样就能够使后段生化单元的处理负荷得到有效降低。然后,调节池会对废水进行匀质处理,接着运用提升泵将废水提升到两级AO 生化单元完成生化处理工作。等废水进入缺氧池后,发挥反硝化菌的作用,以废水中所含的有机碳源充当电子供体,使之产生化学反应,这样会使回流液中高浓度的硝态氮被还原为氮气,成功实现生物脱氮。进入两级好氧池后,借助鼓风机为混合液实施曝气供氧,同时,通过加入高活性的异养菌群对水中的有机物予以去除,达到降解氨氮的目标。污水处理厂在两级 AO 的 中间设有缓冲池,这样能够对一级好氧池末端尚未耗尽的溶解氧进行降解处理,以此创建二级缺氧池所需要的缺氧环境,进一步提高反硝化质量,与此同时,能够实现水解酸化反应,促使一级好氧池中那些难以降解的长链有机物发生断链,转变成小分子物质,其可生化性得以增强,提高 COD 去除率。废水在经过生化段之后,就会自动流入 MBR 膜池,此时,自吸泵会进行抽提,使废水能够通过 MBR 膜,MBR 膜会对水进行过滤,使过滤后的清液流入到清水池,充分确保清水池的出水水质。
二、控制好相关参数
在两级 AO+MBR 工艺应用中,需要控制相关参数,这样方能确保最终的出水水质,同时,也要对出水参数进行检测。在某污水处理厂的日常工作中,所采用的MBR 膜系统为浸没式中空纤维超滤膜,工作人员将截留孔径控制为 0.03μm,这样具备良好的截留效果,几乎可以截流废水中所有菌群,维护生化系统,确保工艺处理工作的连续性。与此同时,MBR 膜能够对废水中不易降解的大分子有机物予以截流,提高废水处理效果。在废水处理工作中,生化单元的组成包括两级 AO 池和缓冲池,污水处理厂将一级缺氧池的HRT 控制4 小时,将二级缺氧池的 HRT 控制到 3 小时,同时分别设置了两台搅拌机以做好搅拌工作,确保回流硝化液能够和污泥达到充分混合,为反硝化提供应有的水力条件。在一级 AO 段中开展硝化液内的回流工作时,污水处理厂让回流比达到了 100% ,将整个生化段的污泥质量浓度控制为 8000 到 10000mg/L ,泥龄是在 20 到 25天 [1]。
三、做好水质检测工作
做好水质检测工作,需要发挥分光光度法的作业,该方法主要是通过水中的颜色与光的变化来判断处理后的水质是否合格。需要注意的是,正确应用分光光度法,确保检测结果的精准性,应正视有色物质的吸光度和该物质浓度的正比关系。在判断水中是否含有某种离子以及该离子的含量时,需要运用分光光度法迅速做好比色测定作业,准确分析该离子的性质,注意优化显色剂的结构,按照标准要求确保显色反应的灵敏度。另外,需要注意的是,分光光度法检测结果和外在温度、湿度、显色剂的用量、显色剂配置结构、酸度、显色时间以及溶液均匀混合的稳定时间关系密切 [2]。因而,在水质检测工作中,应控制好温度、湿度与酸度,合理配置显色剂,准确把握显色时间和溶液稳定时间。
四、提取废水中的盐分物质
废水中虽然含有大量的杂质,却可以通过稀释提取等措施提取水中盐分,变废为宝。举例而言,在含有硫酸钠和氯化钠的高盐废水中,借助高压纳滤膜系统能够在一价盐中成功分离出二价盐与其他有机物,这样会得出两股水质,其中一股是氯化钠溶液,外表是相对比较纯净的透过液;另外一股是硫酸钠溶液,属于截留液,其中含有少量的硫酸钠与有机物。接着,对氯化钠溶液采取蒸发处理,从结晶中能够提取到工业级氯化钠。如果在硫酸钠溶液中含较高比例的有机物,就要先使用氧化系统对大量的有机物实施分离,然后,对结晶进行冷冻,这样会提取到十水硫酸钠。紧接着,要对芒硝采取溶解处理,然后蒸发,这样可以在结晶中提纯工业级硫酸钠产品 [3]。为了确保硫酸钠和氯化钠的提取质量,在氯化钠蒸发过程中,会对所产生的少量母液采取杂盐干化处理措施和外排处理,将硫酸钠冷冻母液当作循环液,将其再次放置于纳滤膜系统。整个工艺流程不会产生废弃物,能够实现盐类资源化,全部回收利用水资源,实现水资源零排放。使用这种工艺可以回收 90% 的盐类,所获取的硫酸钠达到了GB/T6009- 2014 工业生产使用的无水硫酸钠Ⅱ类一等品的质量标准要求,氯化钠通常达到了 GB/T5462-2015 工业干盐的二级产品质量标准要求[4]。
结束语:
综上所述,改善两级AO 型MBR 工艺处理垃圾中转站废水工程应用策略,确保污水处理效果,需要规范两级AO 型MBR 工艺处理流程,对相关参数严加控制,做好水质检测工作,努力提取水中的盐分。
参考文献:
[1] 刘德明, 陈琳琳, 鄢斌等. 以 MBR 为核心的垃圾渗滤液处理工艺研究进展 [J]. 工业用水与废水 ,2019,48(5):7-10.
[2] 高原 .AAO-MBR 工艺提标改造小型城市污水处理厂 [J]. 水处理技术 ,2018,44(8):126-128.
[3] 王宝罗 . 高效净水剂聚合氯化铝铁晶体的制备及表征 [J]. 化学世界,2020(6):327 - 329,348.
[4] 单洁 , 王全 , 张玉涵 , 徐明智 . 气相色谱法和分光光度法测定苯乙烯塔釜液中 DNBP 含量的比较 [J]. 天津化工 ,2022,36(01):54-56.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)