.jpg)
张正友标定法在船舶结构焊接路径视觉识别中的应用研究

欧磊 郑科峰
益阳职业技术学院 益阳 413055
0 引言
现代造船模式向智能化造船为了顺应 智能化制造的关键环 人焊接自动化, 定程层次的实现产件的焊接路径识别 统的运用中,相机的标定法为基础,利用 M 了分析与修正。最后对标定结果对 接路径识别中的可靠性。
1 视觉系统标定方法
在传统的机器视觉相机标定的方法中有三种比较经典的标定方法,分别为传统的摄影测量标定法、自标定法、主动视觉标定法 [2]。张正友标定法整合了传统的测量标定法和自标定法的优点,是介于两种标定法之间的一种标定法 [3]。张正友标定法是以两幅及以上标定棋格板图像来进行标定实验的,且在标定棋格板图像摄取时可以以相机固定、棋格板固定、相机与棋格板同时移动的方式来摄取,通过一定的标定算法处理得到相机的内参数与外参数。该方法不仅降低了传统摄影测量标定法的昂贵实验费用和简化了实验步骤,与此同时还弥补了自标定法在标定过程中精度不足的问题,对比上两种标定法其鲁棒性得到了提高,标定精度也得到了有效的提升。
张正友标定法在保证标定实验过程简便的同时还保持了其标定的精度,已经成为现在机器视觉系统相机标定的主要方法之一。本文在运用张正 行了适应需求的一些改进:一是将其使用的方型格子标定板改为黑白相间的棋格板,使其角点更 连续突出、易检测;二是在单目视觉相机标定时,少数标定板图像已经无法满足标定的精度要求,将实验标定棋格板数目定为20 幅来确保标定精度的需求。
1.1 相机标定原理
视觉系统中相机标定原理以小孔成像原理为模型。市场上大部分工业 CCD 相机都是由透镜组成,其成像模式与小孔成像原理相似。为了完成本次标定,通过需求分析与计算,本文选用分辨率为 1600×1200 的 MV-GED200M-T 工业相机及焦距为8mm 的MV-GED200M-T 相机镜头作为船体焊接路径视觉识别系统的视觉部分。
1.2Matlab 标定步骤
在相机标定前需对标定棋格板进行设计绘制,本次标定采用的标定棋格板横纵方向格子数为 7×9 ,黑白格子实际尺寸为 28mm×28mm ,在 CAD 中设计绘制之后通过 1:1 比例印制出来,置于平整的平面供相机拍摄提取标定棋格板图像,黑白标定棋格板如图1 所示。
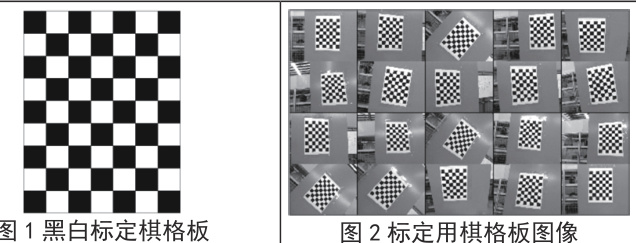
在标定棋格板图像的采集过程中,采用了以标定棋格板固定,相机移动的方式对标定棋格板图像进行了采集。相机相对固定标定棋格板 70cm 左右的距离,转换拍摄角度摄取了 20 幅标定棋格板图像,20 幅图像如图 2 所示。
Matlab 中详细的相机标定步骤如下:
1)标定图像的读取 : 在标定图像读取前对 20 张图像命名前缀统一,命名前缀后用数字对图像进行区分,每个图像的后缀格式类型也进行统一,本实验图像命名格式为 img1.jpg,且图像文件需与相机标定模块放置在同一个文件夹中,选择图像类型后逐一对20 幅标定棋格板图像进行读取。
2) 角点提取:逐一对20 幅图像进行角点提取,以逆时针方向四点式对所选黑白棋格板区域进行选取。如在角点提取之后角点坐落于标定棋格版图像的棋格之内,则表示角点提取失败,需要重复上诉步骤对图像重新进行角点提取操作。
3) 在角点提取完之后,对相机的内参数进行标定计算,并以图形的形式把相机与标定棋格板之间的关系显示出来,对图像空间的重投影误差分布进行计算。
4) 对标定棋格板图像重新进行角点提取并对相机的外参数进行计算,最后对标定的结果数据进行保存。
2 标定结果分析
本文的船舶焊接路径视觉识别还处于实验室阶段,通过验证张正友标定法在船体焊接路径识别系统中应用的可行性,同时验证视觉识别系统中相机在船体焊接路径识别中的精度,为以后视觉系统在船舶焊接上应用提供实验参考。
图 3 表示相机标定中的像素重投影误差在畸变矫正前后之间的对比分析,重投影误差指的是标定过程中角点提取时的每幅图像各个角点的偏差量,图中所示的每个检测角点的偏差两可以判定出相机标定结果的精度高低与可靠性。图 a) 所示像素在 x 与 y 方向的像素误差分别在 [-0.6,0.6] 和 [-0.4,0.5] 范围之内,而修正之后的 x 与 y 方向的像素误差在 [-0.5,0.4] 和 [-0.3,0.4] 范围值内,较修正前的像素精度有所提高。文献 [4] 中指出在本文黑白棋格尺寸的基础之上重投影误差在 1 个像素左右其相机标定的结果较为不错,能够满足相机标定的要求。本次相机标定修正后的重投影误差维持在了 0.5 个像素之内,足够满足相机标定的要求,且表明此次标定精度比较高。
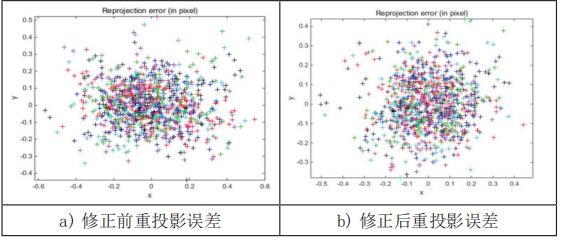
图3 矫正前后重投影误差对比分析
3 焊接路径视觉识别误差分析
为了验证标定结果的误差精度是否符合船体结构焊接路径视觉识别实验的要求,在相机标定完成的基础之上对船体焊接路径视觉识别的工件图像进行图像处理。拼接焊接工件原图、图像边缘处理和焊接路径中心线提取结果对比图如图4 所示。
图4 焊接路径视觉识别效果图
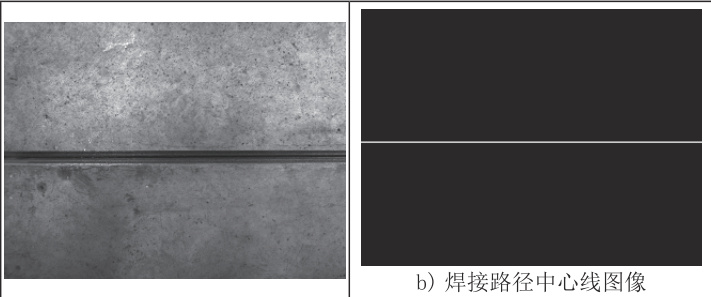
通过 20 次对实际识别工 素宽度平均值为 13.1 个像素宽度,而图像处理通过平均值法自动 素宽度,识别焊接路径像素宽度的平均误差为 0.4 个 本维持在 0.5 个像素之内,及整个视觉识别系统的 的焊接路径实际宽度值为 15mm,通过实际的比例转换实际的焊接路径宽 别实际宽度误差满足实际焊接路径宽度的误差范围要求。
4 结论
通过相机标定得出的重投影误差整体保持在 0.5 个像素之内,整个视觉识别系统的焊接路径宽度实际识别误差保持在 1mm 以内,表明张正友标定法在船体焊接路径视觉识别系统上应用能够保持足够的精度,标定试验验证 20 幅左右的标定棋格板图像足够满足相机标定的精度,论证了张正友标定法在船体焊接路径视觉识别系统中应用的可行性。本次实验中考虑到了径向畸变与切向畸变给实验带来的误差影响,并对其进行了纠正,有效的提高了相机标定的精度。
参考文献:
[1] 张晓青 . 船舶建造工艺发展现状分析 [J]. 船舶物资与市场 ,2023,31(02):45-47.
[2] 许鸿萍 . 基于机器视觉的工业机器人相机标定方法研究 [J]. 现代制造技术与装备 ,2024,60(12):209-211.
[3] 方俊文 , 司娟宁 , 王昊伟 . 基于张正友标定法的系统姿态调节方法 [J]. 传感器世界 ,2024,30(11):15-19.
[4] 翟溢章 , 宿洁华 , 张士恒 , 等 . 相机标定的精度影响实验分析 [J]. 电子设计工程 ,2022,30(07):82-86.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)