.jpg)
压焊弹坑敏感产品劈刀选用研究

马勉之 吴喜 冯后清
华天科技有限公司 陕西西安 710018
1 引言
弹坑就是压焊时,工艺条件等不当造成铝垫下电路或器件破损。在铜线焊接期间,由于铜线及铜球硬度高且易氧化,在生产过程中容
易出现弹坑异常。弹坑异常,特别是焊盘下存在电路的CUP(Circuit under pad)产品,往往会造成测试异常,如测试短路异常。个别产品弹坑比较难
以发现,产品在产线上检测时可能还是良品,但随着时间的变化和使用时外界环境的影响,而最终形成开短路或软击穿,带来一系列问题。本文从劈刀选择方面进行试验并制定劈刀的选用规则,为压焊弹坑敏感问题提供理论依据及技术支持。
2 试验方法及过程
2.1 劈刀主要参数介
本文主要对劈刀影响弹坑的三个主要参数进行介绍,如图1 劈刀[1,2] 结构剖面示意图所示:
劈刀头部角度 BNA(Bottle Neck Angle),其影响超声波能量的传输,BNA 越大,劈刀尖端直径 T(Tip)震动就越小,超声波能量输的损耗便越小,则同样条件下所需超声波的设定值就越小。
内切面角度ICA(Inner Chamfer Angle),其影响焊球的焊接面积和二焊点的焊接强度;ICA 的大小影响超声波能量的传输效率,ICA越小则超声波能量越靠近中间,而ICA 越大则超声波能量越分散,超声波能量不集中到某一个区域,从而减少弹坑现象发生。劈刀头部高度 BNH(Bottle Neck Height),其影响线弧高度,BNH 越大,弧高限制则越小;BNH 也影响超声波能量的传输,BNH 越大,超声波能量传输则越分散,BNH 越小,超声波能量传输越集中。
2.2 试验条件设计及验证
试验选定某一款弹坑敏感的铝制程产品,其焊窗尺寸BPO(Bond Pad Opening)为60um,压焊使用线材为线径18um 的镀钯铜线。使用相同的产品、相同的机台、相同的参数模式,在压焊的焊球大小与球厚一致的情况下对四款劈刀进行参数验证,收集产品对应的球厚、球大小、推力、拉力、弹坑与IMC 数据,并根据产品压焊质量标准判断符合与否。
表1 为试验所使用的四款劈刀,分别为普通劈刀、加大BNA 劈刀、加大ICA 劈刀、加大BNH 劈刀。
图1 劈刀结构剖面示意图
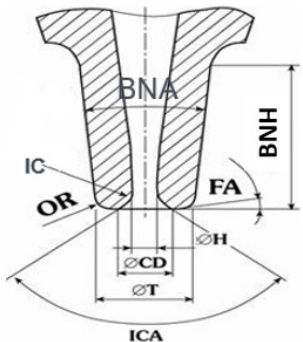
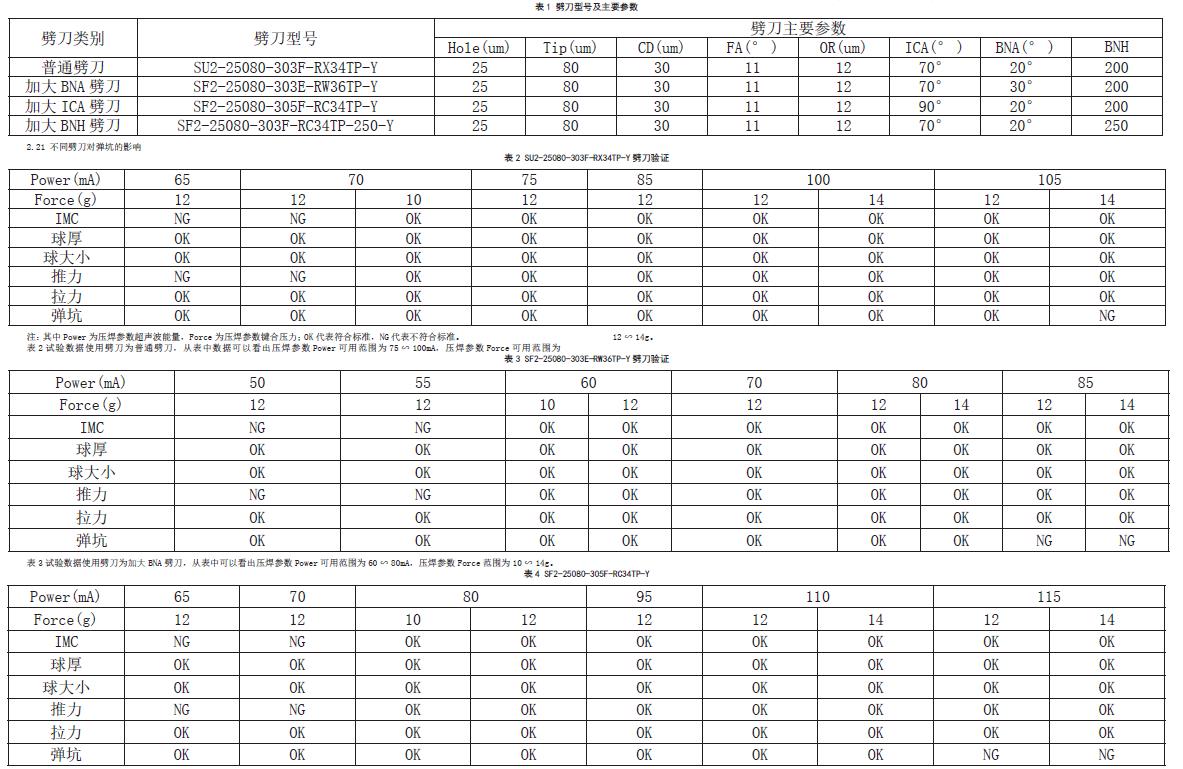

表 5 试验数据使用劈刀为加大 BNH 劈刀,从表中数据可以看出压焊参数 Power 可用范围为 85 v 100mA,压焊参数 Force 可用范围为10 ∽ 14g。
综上四组不同参数的劈刀验证数据对比发现,加大 ICA 劈刀的超声波能量 Power 参数范围最大,其次是普通劈刀,而加大 BNH 劈刀的超声波能量Power 参数范围最小。ICA 越大超声波能量越分散,从而避免超声波能量集中到某一个区域导致弹坑现象发生。
3 结论
针对压焊弹坑敏感产品,压焊参数Power、Force 范围需要偏小时,建议优先选用ICA 大的劈刀进行调试,可降低弹坑发生率。
参考文献:
[1] 罗国强. IC 封装用毛细管劈刀的应用和研究进展[J]. 电子工艺技术,2022.
[2] 宫在磊. 电子领域中陶瓷批到研究与应用进展[J]. 材料导报,2015.
作者简介:马勉之  ,人,毕业于电子科技大学,研究方向:集成电路封装、测试技术与运营管理
,人,毕业于电子科技大学,研究方向:集成电路封装、测试技术与运营管理
.jpg)
.jpg)
.jpg)
.jpg)