.jpg)
凝汽器不锈钢冷却水管涡流探伤内穿法的应用

盛青军
中国能源建设集团湖南火电建设有限公司 湖南长沙 410015
0 引言
涡流检测作为五大无损检测之一,能有效的检测导电材料的表面及近表面缺陷;对工件表面或近表面的缺陷,有很高的检出灵敏度,且在一定的范围内具有良好的线性指示,可用作质量管理与控制;检测信号为电信号,可进行数字化处理,便于存储、再现及进行数据比较和处理。
内蒙古某电厂一期2×1000MW 机组工程Ⅱ标段金属检测工作由我公司承包,也是建设单位创国优示范项目。为此,产品质量是至关重要的。我公司作为一个金属监督检验部门,承担的责任自然巨大。对于凝汽器不锈钢冷却水管的涡流检测也是质量把关的一环,虽然不锈钢冷却水管不是高温承压部件,但如果不锈钢冷却水管破裂、泄漏则会严重影响机组运行过程中的汽水品质,为此,我们对该电厂凝汽器不锈钢冷却水管进行 100% 的涡流检测,为了高效高质量的完成检测,我们采用内穿法涡流检测。
1 涡流检测
1.1 涡流检测原理
涡流检测(Eddy Current Testing, 缩写为ET)原理是:对线圈通交流电,电磁感应原理,交变的电流产生交变的磁场,线圈靠近待检工件,会在工件表面感应产生涡流(称为“集肤效应”),如果工件表面或者近表面存在缺陷,那么感应出的涡流就会发生变化,此涡流又会产生感应磁场,影响线圈电流,那么线圈电流的变化大小就能反映出待检工件有无缺陷。
1.2 检测工作量
该电厂一期2×1000MW 机组工程Ⅱ标段共有凝汽器不锈钢管65924 根,具体见下表1-1。
1.3 检测设备

本次该项目对凝汽器不锈钢冷却水管的涡流检测设备见下表1-2。
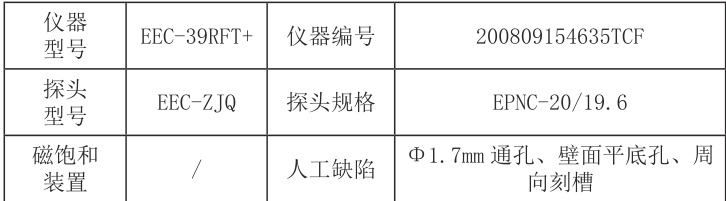
1.4 工艺参数
经过进行对比试样管的实验,我们采用内穿法对凝汽器不锈钢冷却水管进行涡流检测选用的工艺参数如下表 1-3。
表 1-3

1.5 技术要求
本次涡流检测依据标准 NB/T47013.6-2015《承压设备无损检测 第 6 部分:涡流检测》,验收标准为 DL5190.3-2019《电力建设施工技术规范 第3 部分:汽轮发电机组》。
2 内穿法在涡流检测中的应用
涡流检测方法按线圈来分类主要有:穿过式、探头式和插入式线圈三种。
2.1 内穿法
内穿法,顾名思义,就是采用插入式线圈做成的内穿探头穿入被检工件里面,来进行涡流检测,下图是内穿式探头。
图 1

2.1.1 操作步骤
内穿法操作步骤比较简单,在对涡流检测设备进行灵敏度校准后,即可进行现场的涡流检测,1 台设备设置两个通道,检测过程 1 个小组配备 3 人就可以进行,组长负责监视显示器,2 个成员同时穿管,现场检测示意图如下:
图 2
设置2 个通道
组长监视显示器
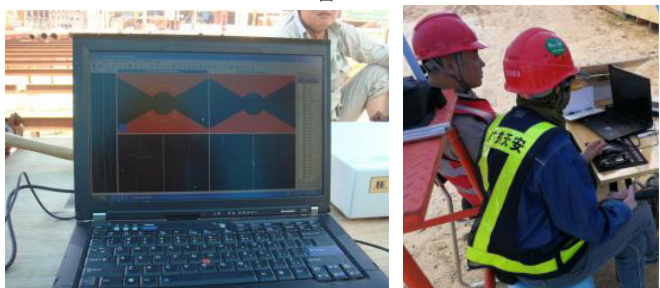
2 个成员穿管

2.1.2 检测结果
本次凝汽器不锈钢冷却水管涡流检测结果为:规格为 Φ22×0.5 的不锈钢管共有 180 根不合格,规格为Φ22×0.7 的不锈钢共有20 根不合格。
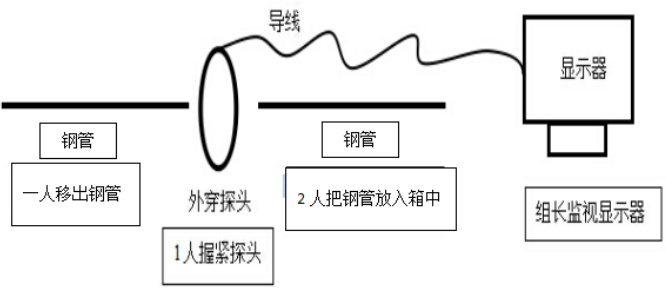
3 外穿法概述
外穿法在以前工程用的比较多,每个小组需要配备5 人,其中组长负责监视显示器,1 人负责握住外穿探头,1 人负责从箱中取出钢管,2 人负责把钢管放入箱中(示意图见图4),外穿探头见图3 :
图 3

图 4
4 内穿法在钢管涡流检测中的经济效益
下表2-1 是对外穿法与内穿法在成本上进行比较:
表 2-1

从上表,我们可以得出,采用内穿法相对外穿法总共节约成本人民币52739 元。
5 内穿法的其他优
5.1 成品保护
采用外穿法对不锈钢管进行涡流检测,需要对整根钢管移出箱子然后放进箱子,由于钢管长达 13 米多且壁厚很薄,这样很容易导致钢管的变形,而内穿法不用移出钢管,只需探头插入钢管内即可。
5.2 劳动效率
外穿法需要拆掉箱子上盖才能检测,而内穿法只需拆掉箱子端盖即可检测;另外外穿法需要把整根钢管移出然后再放进箱子,而内穿法钢管位置不动,探头插进钢管内即可,这样就能节约很多时间,劳动效率提高4 倍。
6 结语
本次该项目对钢管的涡流检测采用内穿法,不仅在施工高峰期减少了人力的投入,而且劳动效率也大大提高,有效的节约了检测成本,看似一个非常简单的检测手段,却能带来巨大的经济效益,这给我们在今后的金属检测过程中提供了一个很好的成本节约参考例证。
.jpg)
.jpg)
.jpg)
.jpg)