.jpg)
减少YJ27 中支卷烟多层接装纸的方法

李天豹 刘群
厦门烟草工业有限责任公司 福建省厦门市 361000
ZJ17 卷接机组是我公司生产中支卷烟的主力机型,由于中支卷烟自身的特性,接装不良缺陷烟支的概率大于常规烟支,特别是多层接装纸烟支。产生多层接装纸烟支主要在接装纸拼接、滤嘴段缺失两个阶段,若没有产生漏气,YJ27 型滤嘴接装机现有的检测器无法识别、剔除。因此,提升设备对中支卷烟的适应性、提高烟支搓接质量是当前急需探讨和解决的问题之一。
1 现状问题
基于2021 年1 月至2021 年12 月的统计数据分析,ZJ17 卷接机组中支卷烟接装纸搓接质量存在以下问题:
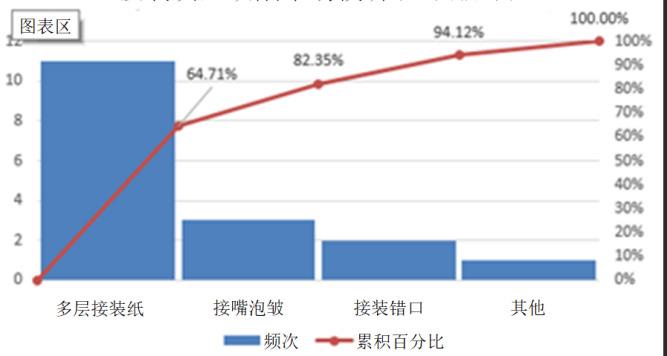
(1)接装不良缺陷烟支流入市场,市场投诉中多层接装纸质量缺陷烟支占比高达 64.71%(见表 1)。
接装质量缺陷市场投诉统计排列表1
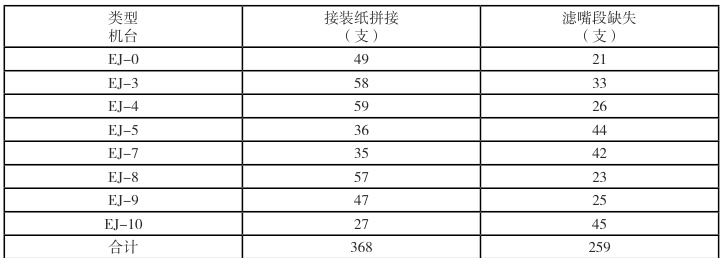
(2)2021 年 1 月至 2021 年 12 月中支卷烟造成包装机烟库堵塞,平均 2 次 / 台班。2021 年 11 月班组收集到多层接装纸烟支共627 支(见表1)。
2021 年11 月中支卷烟多层接装纸统计表1
2 原因分析
多层接装纸质量缺陷是行业共性且无法根治,现状问题表明中支卷烟形成多层接装纸的概率大于常规格卷烟。
2.1 接装纸拼接阶产生
目前,ZJ17 卷接机组采用的是有胶带拼接方式,有胶带拼接式会形成多层接装纸。
(1)见图 1 所示,拼接接头由在用纸 3、胶带 5 和备用纸 1 三层叠加粘接而成。接头长度 Σ=Σ 在用接尾段 2+ 胶带 + 备用纸前段4。接头长度约 53mm、在用纸尾段长度25mm、胶带长度20mm、备用纸前段长度8mm。
1. 备用纸 2. 在用纸尾段 3. 在用纸 4. 备用纸前段 5. 胶
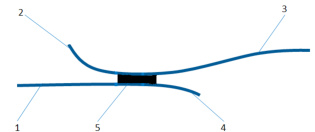
(2)生产过程中,拼接接头与切割装置的切割点位置关系是随机的。当切割点恰好切在在用纸尾段时,该纸片有2 层(备用纸+ 在用纸尾段),尾段下面的备用纸片遮挡了切纸轮风孔的负压吸风,上层的尾段无法吸附在切纸轮上而漂移,粘上烟支滤嘴端经搓接后形成多层接装纸。
(3)我公司生产的烟支圆周规格有三种:24.3mm、20mm、17mm,其相对应的接装纸片长度为: 27mm 、22mm、19mm。无论烟支圆周是何种规格,拼接接头长度是相同的。在接头长度相同的情况下,接装纸片长度越短,理论上形成多层接装纸的概率越高。
①常规格卷烟纸片长度27mm > 接头的尾段长度25mm。只有切割点恰好在在用纸尾段时,才会出现尾段漂移现象,形成多层接装纸的概率是随机的。
②中支卷烟纸片长度 22mm <接头的尾段长度 25mm。每次切割点切都会在在用纸尾段上,尾段出现漂移现象,形成多层接装纸的概率很高。
2.2 滤嘴段缺失阶段产生
中支滤嘴的圆度、圆周与常规格滤嘴相比 SD 波动较大,在加速轮与汇合轮交接比较不稳定,易造成滤嘴段缺失。若设备无配置烟支吹拢装置或装置功能失效,抹了胶的纸片无法搓接成形,纸片粘在搓板形成多层接装纸,形成的概率视滤嘴段缺失的程度。
3. 改进措施
通过对接装机的工艺流程及相关系统工作原理的分析,提出了相对应的改进措施,以降低形成的概率。
3.1 接装纸拼接装置的改进
在机器速度和拼接装置支座运动速度不变的前提下,上切刀刃与胶带的距离、下切刀刃与备用纸带的距离决定了拼接接头的长度。下切刀刃通过适应性调整,可以实现缩短备用纸首段的长度无需改进。
(1)上、下切刀的调整
见图2 所示,松开螺钉2,调节支架 3,使得当上切刀 1 降下时,胶带距离加速辊6 约0.5mm。见图3 所示,将上切刀偏斜安装,使刀刃与胶带架的间距C 在后部为 8mm、在前部为9 mm。
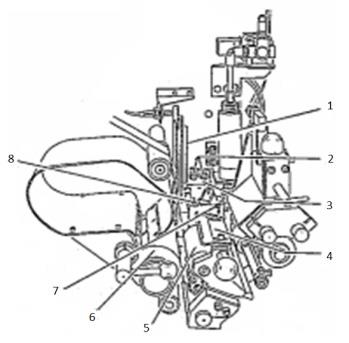
图2 上切刀调整示意图
下切刀的调整:如图3 所示,调节下切刀高度,使支座4 和刀架边缘的间距A=4mm。下切刀1 偏斜安装使刀刃到刀架的间距B 在后部为 7mm、前部为8mm。
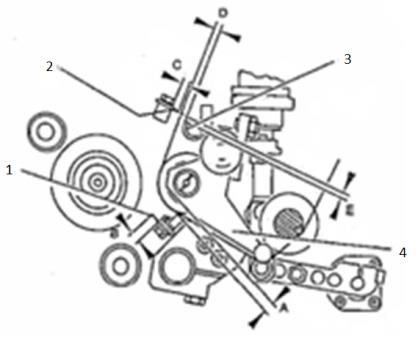
图3 下切刀调整示意图
(2)上切刀架的改进
改进前,见图 2 所示。上切刀架前段呈梯形,长 130mm。后段为圆柱形,直径 10mm,长度 40mm。上切刀刃与胶带的距离为 46mm。
改进后,见图4 所示。上切刀架3 为一组合体,包括:一个安装杆1 和一个齿形刀座2。
①安装杆前段呈L 字形,长160mm,有两个M4 的螺纹孔。后段为圆柱形直径10mm,长40mm。
②齿形刀座呈凹字形,长120mm,宽13mm,高30mm。齿形刀座两侧各有一个15×5mm 的腰孔,底部有两个M6 的螺纹孔。
③安装杆上的圆柱端通过紧固螺钉与设备连接;使用2 个M4 螺钉通过长孔将齿形刀座与安装杆连接;使用2 个M6 螺钉将上切刀固定在齿形刀座上;通过长孔可以调节齿形刀座的位置,进而改变上切刀与胶带之间的距离。调整上切刀刃与胶带之间的距离33mm,接头长度28mm。在用纸尾段长度从25mm 降低到5mm,备用纸首段的长度从8mm 降低到3mm。
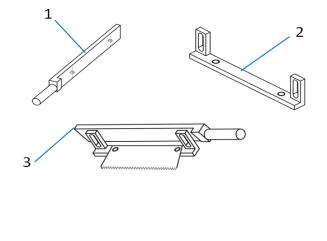
图4 上切刀架示意图
(3)支承板的改进
上切刀与支承板相互配合将在用纸带切断,调整上切刀高度,支承板高度也要相对应调整。改进前,支承板呈烟斗形状,如图 5a 所示。铝板厚度 2mm,板上有两个 8×15mm 的腰孔,可左右方向调整。支承板左侧有一个R4mm 的圆弧,弧顶高出板平面6mm。
改进后,支承板呈烟斗形状,如图 5b 所示,铝板厚度 2mm,上、下平面距离 9mm,支承板左侧有一个 R1mm 的圆弧,弧顶与下平面距离2mm,其余的尺寸不变,与改进前相比弧顶高度下降13mm。
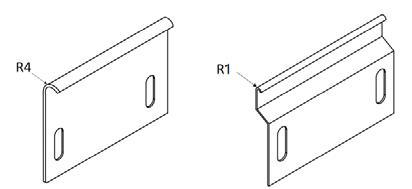
图5 支承板示意图
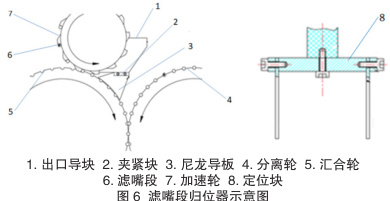
3.2. 滤嘴段归位器的设计
见图 6 所示,在加速轮 7 出口处,加装一个归位器。归位器包括两片尼龙导板 3、一个定位块 8 和两个夹紧块 2。定位块通过螺钉固定于加速轮出口导块 1 上,其中心与鼓轮系中心重合,长度 = 滤嘴段长度 +0.8mm,不同的滤嘴段 6 长度需要更换相应尺寸的定位块;内外两片导板分别通过螺钉、夹紧块固定在定位块的两侧。导板可以在滤嘴段与烟支汇合之前将移位的滤嘴段归中,防止移位的滤嘴段挤落烟支或滤嘴段缺失。
4. 效果对比
2022 年4 月,两个改进项目在我公司生产中支卷烟的ZJ17 卷烟机组进行推广应用,取得显著的效果。
4.1 市场反馈
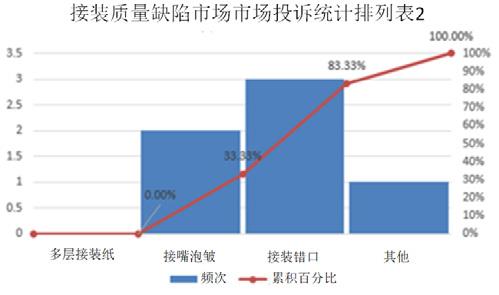
2022 年4 月至2023 年3 月项目实施后,无多层接装纸质量缺陷烟支市场投诉,维护了企业以及品牌形象(见表2)。
4.2 班组跟踪效果
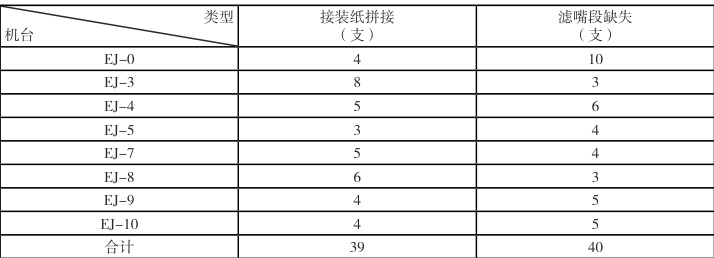
2022 年4 月至2023 年3 月项目实施后,因多层接装纸造成包装机堵塞停机从平均2 次/ 台班下降到平均0.21 次/ 台班。在 2022 年 4 月的项目效果跟踪周期内,班组收集到在接装纸拼接、滤嘴段缺失两个阶段,形成多层接装纸质量缺陷的烟支共79 支,(见2022 年4 月中支卷烟多层接装纸统计表2)实现降耗提效的目标要求。
2022 年4 月中支卷烟多层接装纸统计表2
4.3 推广价值
上切刀架和支承板的改进,同样适用于ZJ17 卷接机组细支卷烟的生产 ;滤嘴段归位器对于不同长度的滤嘴段,更换滤嘴段归位器的定位块即可,结构简单、易加工、成本低、使用灵活,具有较高的推广价值。
结束语
上切刀架和支承板的改进、滤嘴段归位器两项技术,减少了多层接装纸形成的概率,减少了包装机的停机次数,实现降耗提效的目标要求,为中细支卷烟的生产尽一份力。 通过两项技术改进,使自身理论水平和实践能力得到了提高,同时也使我树立起钻研技术、攻克难关的信心和勇气。充分体现“以设备保工艺、以工艺保质量”的管理理念。
参考文献:
[1]YJ17—YJ27 卷接机组 . 全国烟草行业统编教材 . YJ17—YJ27 卷接机组 , 北京 : 中国科学技术出版社 .2001.8
[2] 栗卫军. 烟机设备修理技师培训教材. 通用知识. 国家烟草专卖局职业技能鉴定指导中心 .2002.12
[3] 边永生. 烟机设备修理技师培训教材. 通用知识. 国家烟草专卖局职业技能鉴定指导中心.2002.12
[4] 王先逵. 材料及其热处理. 北京:机械工业出版社.2008.6
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)