.jpg)
测量器具与螺纹工件温度差异对产品最终参数的影响

高英豪
烟台鲁宝钢管有限责任公司
冬季来临,螺纹检验工序与成品验收工序温度差异明显,为减少温差因素对螺纹单项参数的影响,提高最终合格率,进行此次实验,具体实验情况汇报如下。
一、实验目的
(一)实验一:确定在正常生产节奏下,螺纹检验工序放行的管料到达成品验收时参数变化量。
(二)实验二:确定成品验收后的螺纹参数是否跟随环境温度变化而变化。
二、实验思路
(一)量具与螺纹同温状态下,按照正常生产节奏测量车丝后螺纹参数,成品验收处进行复测查看参数变化情况。结合 12 月 14 日实验测量的 293.45*23.55 BG140HC BGFJ 相关数据。
(二)选取 339.72*12.19 BG110TS BGT2 螺纹两个, 244.48*11.99 P110 BGT2 螺纹三个进行同温(高温)、同温(低温)两个实验,确定温度变化对参数的影响。
三、实验误差消除
(一)消除量器具误差:实验所用的量具全部是同一中径规、同一密封面表、同一坐架,每测试一个环境,量器具同温2 小时。
(二)消除人员测量误差:每一个实验全部由同一人单独完成。
(三)消除温度误差:实验过程温度数值由测温枪实测,同温试验温度差距 ±1 ℃内进行。
四、实验相关数据
(一)实验一:正常生产节奏状态下螺纹检验到成品验收工序参数变化情况(表1、表 2)
表 Φ244.48×11.99P110BGT2 实验数据

表  BG140HCBG-FJ 实验数据
BG140HCBG-FJ 实验数据
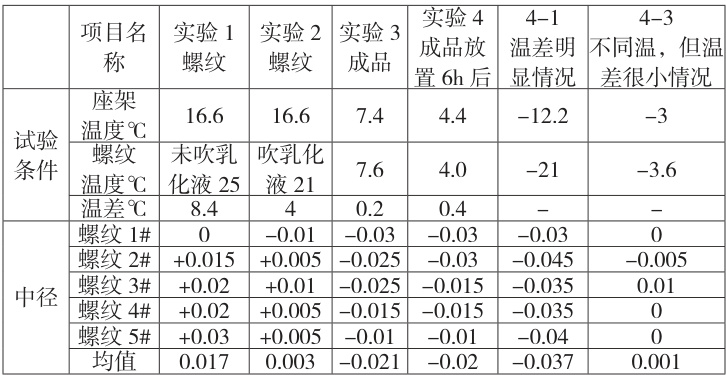
小结:
按照管加工正常生产节奏,车丝后进行螺纹检验测量,螺纹温度与坐架温度存在 10% 左右的温差,此时量器具温度低,螺纹温度高。测量结果会虚高,根据实验数据,中径偏差约 0.04mm ,密封面偏差约 0.02mm 。
后期螺纹检验生产时中径和密封面建议考虑 0.03mm 的补偿值。假设内控要求是 ±0.05mm ,可考虑内控设置为 -0.02~+0.08mm 。
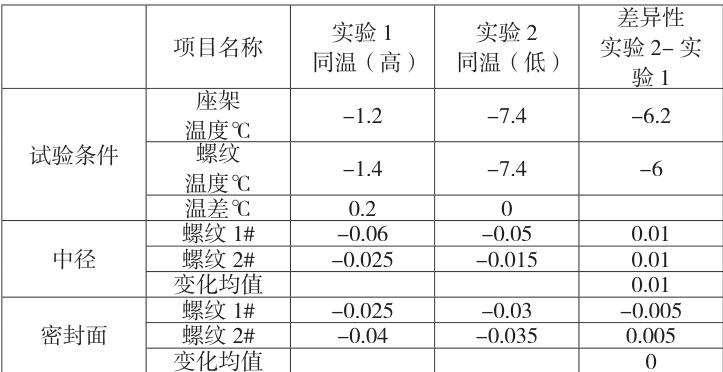
2 实验二:成品验收后的螺纹参数是否跟随环境温度变化。
下表中以同温 ( 高 ) 状态为基准点,验证参数在不同温度下的变化情况。
1、 $\$ 339.72^ { * } 12.19$ BG110TS BGT2 实验数据(表 3、表 4)
表  -BG110TS-BGT2 实验数据 - 检 1
-BG110TS-BGT2 实验数据 - 检 1

表 4 φ339.72*12.19-BG110TS-BGT2 实验数据 - 检 2
2、244.48*11.99 P110 BGT2 实验数据(表 5)
表 5 φ244.48-11.99-P110-BGT2 实验数据
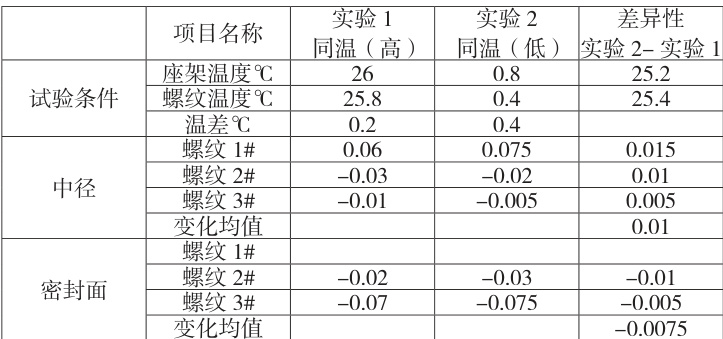
小结:
实验中同温状态下不同温度环境下参数测量差值在 ±0.01mm 之间,考虑测量误差基本可以确认当螺纹、量具、坐架、环境温度四者同温的状态下,螺纹参数不会随着环境温度的变化而发生明显变化。
五、实验结论
(一)经过实验可以初步确定就目前的管加工生产节奏,在螺纹检验工序螺纹与量器具存在不同温的情况,到成品验收工序时螺纹参数会有 0.02-0.04mm 的变化量,建议螺纹检验参数按 0.03mm 变化量考虑调整现有的内控检验标准。
(二)经过试验可以初步确定当螺纹、量器具、环境温度等同温时,螺纹参数不会随温度的升高或降低发生明显变化。即冬天同温测量的螺纹参数在夏天同温测量也不会出现超差。
(三)其余事项按照制造部前期下发的技术通知单《关于明确螺纹检验温差补偿的技术通知单 ( 试行 )》执行,可满足目前的质量控制要求。
(四)此次实验数据偏少,可能存在不可预见的异常因素,后期将继续进行数据收集,不断完善减少数据误差。
.jpg)
.jpg)
.jpg)
.jpg)