.jpg)
铝合金车体侧墙焊接变形控制浅析

刘庭宾 曹兴华 王震
中车南京浦镇车辆有限公司 江苏 南京 210031
0 前言
随着城市轨道交通行业的高速发展,城轨车辆给人们的生活出行带来了极大的便利。在铝合金车体设计结构中,车体主要承载部件(如侧墙、端墙、底架、车顶等)一般采用大型中空截面挤压型材,车的零部件基本是薄壁板材构件,整车由这些型材和薄壁构件焊接、铆接或螺栓连接而成[1、2]。其中侧墙是整个车体制造中关键部件,它连接了底架和车顶,使车体成为刚性的筒形结构,但侧墙整体中空型材板厚较薄,焊接变形大,所以从制造工艺的角度对侧墙部件组焊的焊接变形进行控制,提升现有焊接质量,为最终车体总成生产提供保证其质量的可靠性和稳定性。
1 侧墙焊接变形简介
车体每片侧墙由侧墙边梁、侧墙模块、客室门立柱、等零件组成,如图 1 所示。其中侧墙变形主要下述两个工序:①、侧墙边梁与侧墙模块组焊, ② 、侧墙门立柱与侧墙模块组焊;针对上述两个方面的焊接变形会引起侧墙轮廓度和平面度尺寸超差,最终影响车体总成和内装等工序的生产。本文通过介绍侧墙焊接变形,对制造过程中主要焊接变形进行分析,并提出的相应改善措施,保证了侧墙焊接质量。
图1 地铁侧墙结构

2 侧墙边梁与侧墙模块的焊接变形分析及控制措施
2.1 原因分析:
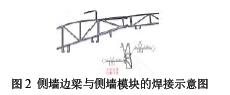
侧墙边梁与侧墙模块为插接结构,焊接方式为电弧焊,接头形式为V 型坡口对接,焊缝熔深为S5,如图2所示;在焊接过程中,因侧墙正反两面都需焊接,集中的焊接热输入会引起焊接变形,最终导致侧墙整体轮廓度超差。
2.2 改善措施:
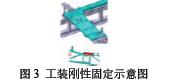
① 、组装时通过工装的刚性固定控制焊接变形,通过工装的推装置和压紧装置保证边梁与墙板的插接口间隙和错边量,确认装配间隙≤1mm,错边量≤0.5mm;因焊接过程中热输入大,为防止焊接变形,需靠工装来固定侧墙边梁与侧墙模块,使其焊接间隙和错边量在要求范围内。
② 、组焊时通过调整焊接电流和预制反变形来控制焊接变形。
侧墙边梁与侧墙模块单侧焊缝最长处为3280m,最短处为730mm,单面焊缝总长为5330mm。正反两面焊缝长,焊接热输入大导致焊接变形,引起侧墙整体轮廓度超公差范围。故通过下述两步控制焊接变形。
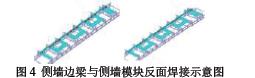
a、先进行侧墙反面分布均匀的长度为(80~100)mm 的定位焊,再进行满焊侧墙边梁与侧墙模块的反面焊缝,如图4 所示。此焊缝的焊接电流为 213A、焊接电压为 22V、焊接速度为 10mm/s
b、反面满焊结束后翻转至正面进行满焊,正面满焊前需先进行轮廓度检测,如图5 所示。如若侧墙正面轮廓度超差,先在边梁与侧墙模块反面焊缝周围预制(2~3)mm 反变形,再将正面满焊电流调小为200A(原有焊接电流为213A)。
图5 侧墙边梁与侧墙模块正面焊接示意图
侧墙门立柱与侧墙模块的焊接变形分析及控制措施
侧墙门立柱与侧墙模块的焊接质量决定客室门的整体平面度和轮廓度,故针对此处的焊接变形需进行有效的控制和改善。其中变形原因主要有下面两点:
1 、原因分析:两个装配体的轮廓度差。门立柱是挤压型材折弯轮廓度≤1.5mm,侧墙模块是拼焊而成,最终轮廓度≤3mm;
改善措施:在组装时,将门立柱正面下边缘坡口与墙板正面下边缘坡口装配齐平,装配误差≤1mm,再用工装上压头从上面压紧门立柱,然后用侧面压头从侧面顶紧门立柱,如图6 所示。
图6 刚性固定控制门立柱组焊间隙

2 、原因分析:门立柱与墙板正面焊缝为对接焊缝,反面为搭接焊缝。两侧的装配间隙和焊接的热输入会引起局部变形。由于铝及铝合金的热导率大、比热容较大, 焊接时热输入过小容易造成未熔合、未焊透、熔合不良等缺陷。焊接热输入过大会引起平面度和轮廓度超差。故焊接电流、电弧电压、焊接速度等工艺参数是否匹配,直接影响焊接热输入,对焊缝成形质量有重要影响。
改善措施:
(1)正面对接焊缝将焊接电流控制在200 A, 并适当调整电弧电压, 提高焊接工艺参数值。(2)控制焊接速度 11mm/s, 适当调节焊接电弧脉冲频率, 提高焊接时输入参数的匹配性,从而有效控制焊接热输入。
(3)提高装配质量, 焊前检查钝边、错边量是否满足要求, 保证焊接过程连续稳定地进行。
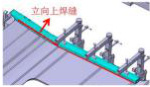
(4)针对反面圆弧处焊缝执行立向上焊接,如图7 所示。
图7 反面立向上焊缝
4 结论
通过上述分析并参考现场实际生产,研究了铝合金地铁侧墙的制造过程中变形的原因和改善措施,通过上述方法的共同改善,焊接变形得到了有效的控制,平面度、轮廓度也得到显著的改善,现场实测尺寸符合要求。保证了侧墙焊接质量,为城市轨道车辆铝合金车体部件的制造提供技术借鉴。
5 参考文献
[1] 杨建华,桑弘鹏,周立金,等.高速动车组车体侧墙装配变形仿真分析[J].铁道机车车辆,2014,36(3):14-17.
[2] 田新莉,唐衡,尹德猛,等. B 型铝合金地铁车厢侧墙制造技术及焊接工艺[J].焊接质量控制与管理,2014,43(4):67-69.
[3] 王立夫,王金金,刘东军,等. B 型铝合金地铁车辆车体制造工艺[J]. 轨道交通装备与技术,2013,1(1):7-9.
[4] 王立夫,唐衡郴,王金金,等.轨道车辆用铝合金焊接缺陷分析[J].焊接技术,2012,41(10):14-17.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)