.jpg)
电感应加热器在硅钢推拉酸洗机组上的应用

庄玉伟
马钢股份有限公司冷轧总厂 安徽马鞍山 243000
1 引言
硅钢作为电力工业的核心软磁材料,其冷轧过程中的边部裂纹问题严重制约成材率。传统推拉式酸洗机组因工艺限制,难以实现对带钢边部的定向温控。某钢厂引入的整板式感应线圈加热系统,在酸洗工序后增设电感应加热段,将带钢温度从 30% 提升至 80% 甚至更高,显著改善了硅钢边部塑性。本项目首次将 10kHz 超音频感应加热技术与推拉式酸洗工艺结合,为解决冷轧边裂问题提供了新思路。
2 电感应加热工作原理
电感应加热原理基于电磁感应现象。根据法拉第电磁感应定律,交流电通过线圈产生高频交变磁场,当金属导体置于该磁场内时,磁场穿透导体并诱导出涡流电流。这些涡流在导体的电阻作用下转化为热能,根据焦耳定律实现快速升温,整个过程无需直接接触加热源。
工件的发热由两种效应导致。由于导体有电阻,涡流流过导体时产生电阻热(焦耳热效应),实现从工件内部发热。对于铁磁性工件,在居里点温度以下其内部自发磁化形成许多磁畴结构。中高频交变磁场不断地对磁畴进行磁化,亦即改变磁畴的磁极方向。磁畴在改变其方向的时候与周围磁畴相互摩擦产生热量,称之为磁滞热效应,也会使得工件温度升高。具体机制为电流方向不断变化(通常由晶体管控制,每秒切换数百万次),导致金属内部磁畴重新排列并产生原子摩擦,从而在极短时间内达到高温。这种技术高效节能,一般能将 90% 以上的电能转化为有用热量,且线圈自身几乎不发热。优点包括:无接触加热:线圈与导体分离,减少能耗损失;快速升温:导体可在数秒内被加热至发红状态。
实际应用中,感应加热广泛用于电磁炉等设备,金属材质(如铁)因高电阻特性更易产生涡流,实现精准控温。
3. 电感应加热系统技术方案
3.1 系统设计要点
根据相关技术附件,本项目系统核心参数如下:
∙ 加热目标:硅含量 >2.2% 的高牌号无取向硅钢,规格1.8~3.0mm×850~1350mm
工艺要求:整板连续加热,入口温度 30% →出口温度 80% (偏差 ±5∘C ),速度 ⩾72m/min
产能要求:在推拉式酸洗机组卷曲设备前有限长度空间内设计感应加热器,实现机组产能最大化(同时与该厂冷轧机组能力匹配)。
∙ 关键创新:
1)边部温控设计:采用整板式感应线圈( 2×400-500mm ),通过电磁屏蔽技术减少磁场泄漏,确保边部与中部温差 ⩽5c 。
2)效率优化:整板式紫铜线圈配合 10kHz 频率(8-12kHz 可调),使电流透入深度δ 与带钢厚度比  ,耦合效率达 92% 。
,耦合效率达 92% 。
3) 自动控制系统:自动控制系统具有机械设备、电源系统、红外温度检测系统、生产线前后工序等设备的联锁控制,并具备多种保护功能。电磁感应加热装置自身控制系统主要功能包括:逆变系统的锁相驱动控制、整流器调功控制和系统监控。
3.2 核心设备配置
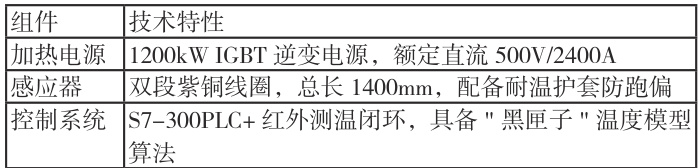
水冷系统 双循环设计(外循环 60m3/h ,电导率 <10μS/cm )
4. 边部加热降低边裂率的机理
4.1 硅钢边裂产生原因
硅钢边部裂纹主要源于冷轧时边部与中部塑性变形差异。具体表现为:
1)边部与中部变形抗力差异
硅钢(尤其硅含量 >2.2% 时)在冷轧过程中,边部区域因三维应力状态导致变形抗力高于中部,形成不均匀塑性流动。边部金属流动速度滞后于中部,产生附加拉应力,当超过材料断裂极限时形成微裂纹。
2)温度梯度效应
传统轧制时边部散热快,温度比中部低 30-50∘C ,导致边部屈服强度升高约 15-20% 。低温区变形协调能力下降,加剧了应力集中现象。
3)织构不均匀性
硅钢轧制过程中边部晶粒取向与中部存在差异, {110}<001> 高斯织构在边部的强度比中部低约 12% ,降低了边部塑性。
4.2 温度梯度控制
相比较于原料卷常温状态下直接进行轧制,在硅钢原料上线轧制前,先对原料钢卷进行预热,可以大幅降低轧制过程中带钢边裂的产生。本项目通过:
1)轴向温度补偿:感应器进出口设置红外测温仪,实时反馈调节功率( ±5% 闭环范围)。
2)径向透热优化: 10kHz 频率使热量从表层向边部深度渗透,减小内外层应力差。
4.2 工艺协同效应
1)酸洗- 加热联动:感应加热消除酸洗后带钢表面氢脆倾向。
2)轧制前预处理: 80% 出口温度使硅钢屈服强度降低约15% ,更适应后续轧制变形。
5. 工业应用效果
5.1 性能考核数据

5.2 经济效益
1)产能提升:与原酸洗机组匹配后,小时产量达 93 吨( 2.3mm×1230mm 规格)
2)能耗对比:较燃气加热节能 31% ,吨钢电耗 ⩽18kWh
6. 结论
推拉酸洗机组出口通过新增电感应加热器装置,使得硅钢能够带温轧制,大幅降低了轧制边裂与生产事故。电感应加热器通过精准边部温控,使硅钢冷轧边裂率下降 40% 以上; 10kHz 超音频加热配合整板线圈设计,可实现 ±5∘C 的温控精度。电磁感应加热技术凭借其快速响应、精准控温及非接触加热特性,成为现代硅钢高牌号无取向硅钢顺利轧制的关键突破点。
参考文献
[1] 安红亚,高朋,褚晓峰,王建,彭新宇 . 冷轧硅钢边裂产生机理的研究 [J]. 冶金与材料,2023,(3):43-45.
[2] 张正贵,王大鹏 . 无取向硅钢的织构与磁性 [M]. 北京 :冶金工业出版社,2012.6.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)