.jpg)
加热炉入炉辊道下氧化铁皮自动清理的研究与应用

焦健 师永茂
陕西龙门钢铁有限责任公司 陕西韩城 715400
一、生产现状
在轧钢加热炉的入炉辊道区域,加热炉入炉辊道由两段辊道架以及14个辊道组成,由7.5KW 减速电机通过链传动带动,在实际生产过程中,钢坯在入炉辊道上移动产生的相对撞击震动会使钢坯表面的氧化铁皮脱落,间接使得辊道架之间堆积大量氧化铁皮,随着时间推移氧化铁皮向上蔓延至辊道处,造成辊道卡阻及轴承抱死,严重影响钢坯入炉,经常需要大量人力去清理铁渣,既影响入炉热装率,又给岗位工增加了很大的劳动强度,针对此类疑难杂症,经工段技术人员现场研究观察后,制作一种入炉氧化铁皮自动清理装置,避免氧化渣堆积,提高设备使用寿命,降低人员劳动强度,提升了生产效率。
二、装置简介
本装置的目的是提供一种用于对加热炉入炉辊道下侧氧化铁皮自动清理的系统,以解决钢坯表面氧化的氧化铁皮脱落,并向上蔓延至辊道处,造成辊道卡阻及轴承抱死,严重影响钢坯入炉的问题。
本装置主要由螺旋轴、旋转叶片、减速电机、链条、链轮、轴承座装置组成,其中螺旋轴,水平设置,其两端分别通过轴承和第一轴承座安装在地面上,螺旋轴的走向与加热炉的入炉辊道的走向相同,螺旋轴位于加热炉的入炉辊道的正下方,入炉辊道用于承接钢条,并将钢条向右运输使得钢条进入位于右侧的加热炉中;旋转叶片,绕设在螺旋轴上,对掉入清渣水槽内的钢渣和水进行搅动、破碎,并向右进行运输,避免钢渣在清渣水槽内堆积;减速电机主要负责提供动力,链轮及链轮主要负责传递动力。
三、装置说明
图1 为该装置的结构示意图
图 1
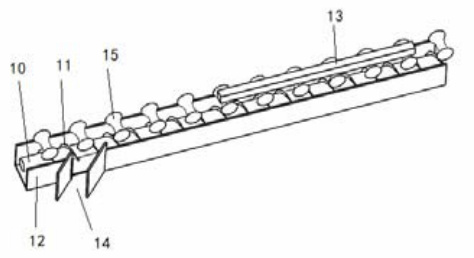
图2 为本实用新型的侧视图。
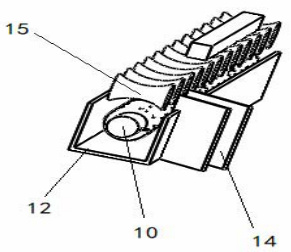
其中:10 螺旋轴;11 旋转叶片;12 清渣水槽;13 钢条;14 进水口;15 辊道。
下面结合附图和具体实施方式对本装置进行详细说明。
螺旋轴 10 水平设置,螺旋轴 10 的两端分别通过轴承和第一轴承座安装在地面上;螺旋轴 10 的走向与加热炉的入炉辊道的走向相同,螺旋轴10 位于加热炉的入炉辊道的正下方;入炉辊道用于承接钢条13,并将钢条13 向右运输使得钢条13 进入位于右侧的加热炉中。
旋转叶片11 绕设在螺旋轴10 上;清渣水槽12 设置在加热炉的入炉辊道的下方,清渣水槽12 的走向与螺旋轴10 的走向相同,螺旋轴10 位于清渣水槽12 内,清渣水槽12 用于承接钢条13 在入炉辊道上向右运输过程中产生的钢渣。
其中,螺旋轴 10 用于对掉入清渣水槽 12 内的钢渣和水进行搅动、破碎,并向右进行运输,避免钢渣在清渣水槽12 内堆积。
清渣水槽 12 为顶部开口的槽体。清渣水槽 12 远离加热炉的一端为进水口 14,清渣水槽 12 靠近加热炉的一端为出水口。作为优选的,清渣水槽 12 存在一定的倾斜角度,即进水口 14 位于高位,而出水口位于低位,便于水流。
入炉辊道的各辊体15 两端的轴头通过轴承支撑在第二轴承座上,清渣水槽 12 的两侧间隔设置有多个固定支撑座,各第二轴承座位于清渣水槽12 的侧壁上侧、并固定在对应的固定支撑座上,进而使得各辊体 15 横跨清渣水槽 12
利用本装置对入炉辊道处的设备进行改造,使用厚度 30mm 钢板焊接制作螺旋轴10 的辊道架子本体, 20mm 钢板做筋板焊接加固,辊道架分为两段,清渣水槽12 使用外径 $\$ 4260\mathrm { m m }$ 、壁厚 30mm 的钢管切割焊接制作,并在两侧进行浇筑,螺旋轴10 采用外径 $\varphi \ 1 5 9 \mathrm { m m }$ 、壁厚 20mm 的钢管制作,螺旋轴10 上焊接薄钢板制作的旋转叶片11,旋转叶片11 的螺旋角度为45° ,螺旋轴10 分为两段,中间采用刚性联轴器连接,两端采用两个H4160滑动轴承座与辊道架子本体焊接,进水口 14 开设在清渣水槽 12 的距左端的0.6 米处,螺旋轴10 的一端安装32B 链轮,采用速比 $\scriptstyle \mathrm { i = } 2 8 9$ 的摆线针轮减速机通过链传动带动螺旋轴10 转动,增加电控自动控制系统实现自动清渣,从而高效得将氧化渣由左向右传送,至出水口处落下,排至下方渣池,根据实际情况不断优化设备参数,实现自动出渣装置远程自动操作,同时彻底清除入炉一、二段辊道及推钢机产生的氧化铁皮,降低了人力清渣带来的大量劳动强度且保证了热装率。
四、 结论
本装置公开了一种用于对加热炉入炉辊道下侧的钢渣进行清理的系统,包括:螺旋轴,水平设置,旋转叶片,绕设在螺旋轴上;清渣水槽,设置在加热炉的入炉辊道的下方,其走向与螺旋轴的走向相同,螺旋轴位于清渣水槽内,清渣水槽用于承接钢条在入炉辊道上向右运输过程中产生的钢渣;其中,螺旋轴用于对掉入清渣水槽内的钢渣和水进行搅动、破碎,并向右进行运输,避免钢渣在清渣水槽内堆积;
本装置实现了对辊道下氧化铁皮进行自动清理,可减少该区域设备故障率,减少设备维修维护成本,降低人员劳动强度,提高钢坯入炉热装率。
参考文献
[1] 张伟, 李强. 基于有限元的机械结构优化设计[J]. 机械工程学报,2020, 56(5): 45-52.
[2] 王建军. 机械设计手册[M]. 第 5 版. 北京: 机械工业出版社, 2018:120-125.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)