.jpg)
Φ32规格俄罗斯联邦标准螺纹钢筋开发

尹新 吕游
凌源钢铁股份有限公司钢轧厂122500
一、俄标螺纹钢的开发前景:
(一)、俄标螺纹钢的开发背景:
钢筋产品是目前国内钢材消费量最大的品种,约占钢材总产量的 40% 。面对钢材市场震荡下行,热轧带肋钢筋需求量萎缩,降低加工成本以及提升钢筋产品附加值成为目前热轧带肋钢筋扭亏为盈的关键手段。而伴随着复杂的世界格局变化,海外市场对钢材的需求量增加,俄联邦战后重建更增加了俄标螺纹钢的需求。因此,开展俄标钢筋开发是促进价值钢种从应用场景、销售范围、规格品种等多维度增量的必然途径。
(二)、国内发展现状:
目前,国内尚未有俄标钢筋相关生产经验。
二、俄标钢筋开发的主要难点:
(一)、与国标螺纹钢区别:
与国标螺纹钢相比,俄标钢筋肋的形式及尺寸相差较大,俄标钢筋存在4 种肋形式,分别为:
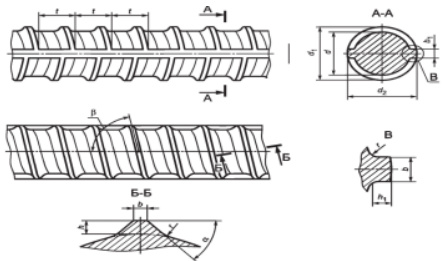
1、形式 1(图 1) 为周期性肋形结构,具有两个纵向肋和横向倾斜肋,环形截面半环厚度均匀,对称分布于圆周两侧。横纵肋的截面(图1 A-A 剖视)形成闭合圆形或椭圆形(环形轮廓)。
图 1
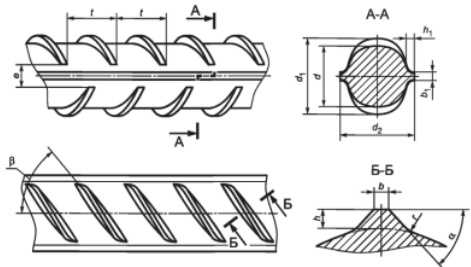
2、形式2(图2)对应一种周期性结构,其两侧对称分布有(或无)纵向肋,以及横向倾斜于轴线的镰刀形截面肋。横向和纵向肋的轮廓在截面(图2)上具有沿垂直轴可变的闭合线(镰刀形轮廓)。若形式2 不设置纵向肋,则横向肋和无肋(光滑)区域的截面轮廓应形成闭合的圆形或椭圆形。
图 2
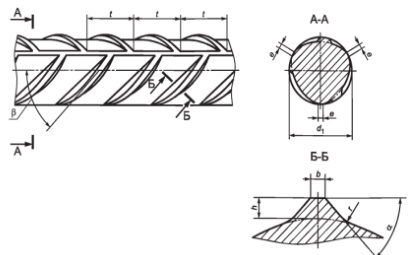
3、形式 3(图 3)对应一种无纵向肋、且沿周界三侧均匀分布横向倾斜镰刀形截面肋的周期性轮廓。横向肋与无肋(光滑)区域在截面А-А(见图3)的轮廓形成闭合圆形或椭圆形(三侧轮廓)。
图 3
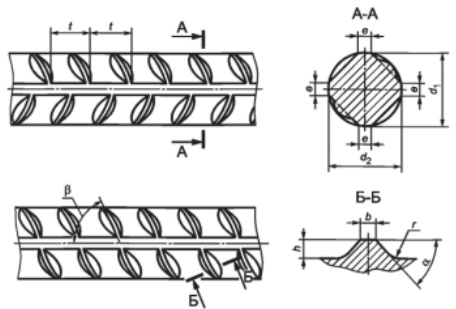
4、形式 4(图 4)对应一种无纵向肋、且沿周界四侧对称分布横向倾斜扇形截面肋的周期性轮廓。横向肋骨与无肋(光滑)区域在截面А-А(见图4)的轮廓形成闭合圆形或椭圆形(四侧轮廓)。
图 4
(二)、开发难点及思路:
1、孔型设计:
本次设计采用形式1,与普通螺纹钢相比,内径尺寸及牙型差异较大,要充分考虑横肋与轴线夹角、横肋大小、肋间距大小设计,满足尺寸要求的同时要满足重量偏差要求,同时由于需要对横肋进行贯通,对铣床及刻字要求较高。
2、工艺设计:
为保证孔型改动最小,充分考虑孔型通用性,保证换辊最少,提高生产效率,同时要确保等高肋的充满度,在粗中轧孔型不动前提下,在原有孔型设计上精轧增加2 道次,增加2 架活套设计,提高尺寸精度,保证横肋充满度。
3、生产设计:
在生产设计上结合φ32 精轧螺纹生产工艺参数,调整中轧料型为Φ47 圆,通过精轧4 道次椭圆- 圆- 椭圆- 圆孔型实现成品轧制。
三、俄标螺纹的轧制:
(一)俄标螺纹的轧制工艺:
本次研究是以凌源钢铁股份有限公司钢轧厂2# 棒材为研究对象,俄标螺纹材料为A500C,轧制规格为 φ32,原料为160×160×11000 方坯。此次轧制共14 架轧机,粗轧采用6 架、中轧4 架、精轧4 架均为平立交替式布置。
(二)孔型系统的设计:
1、总体原则:
孔型系统的设计既要遵循金属轧制的变形规律,又要考虑其特殊性,其粗轧道次及延伸道次与轧制圆钢或建筑螺纹钢的孔型系统并无根本区别,主要区别在于成品孔型上。所以本设计所选择的孔型系统为:粗中轧继续选用φ32 螺纹钢孔型,精轧孔型选用椭圆——圆——椭圆——螺纹圆。
2、成品孔型设计:
成品孔K1 的断面孔型设计应该考虑轧件的冷缩、前滑及孔型的不均匀磨损等因素。成品孔型达到理想充满状态的标志是:螺纹牙型充满且不出耳子,若出耳子必然流向螺纹间断部位,使螺纹间断部位大于螺纹底径。如若产生此种情况,则应该调整来料尺寸,即成品前孔型高度。在一定的意义上,俄标螺纹钢轧制的成败主要取决于此。
俄标螺纹钢K1 孔型设计与螺纹钢最明显的区别在于使用等高螺纹肋,在铣床铣牙型时需将槽底两侧贯通。
K1 孔型的设计还要考虑轧槽的修复、使用寿命及对应的重量偏差,所以刀具图设计要应以中线略微偏上,以确保充满度、使用寿命及重量偏差要求。
四、结束语:
Φ 32 规格俄标螺纹钢孔型系统的设计是成功的,经实践检验,外形尺寸满足俄联邦标准要求,生产批量轧制稳定,实现了凌钢出口俄联邦螺纹钢零的突破,开拓了螺纹钢新品种,同时也对其余规格俄标螺纹钢开发打下坚实基础。俄标螺纹钢市场前景广阔,与国标螺纹钢比较效益高,在房地产不景气螺纹钢需求萎靡的今天,成为企业新利润增长点,对企业生存竞争意义重大。
作者简介:尹新、男、1987 年 7 月 15 日出生、2011 年 7 月 1日毕业于武汉科技大学、凌源钢铁股份有限公司钢轧厂棒材主任工程师。
.jpg)
.jpg)
.jpg)
.jpg)