.jpg)
头孢氨苄的绿色酶法制备工艺研究

李文杰 陈平 郭琦 李瑞
河南康达制药有限公司 河南周口 466200
1、前言
头 孢 氨 苄:(6R,7R)-3- 甲 基 -7-[(R)-2- 氨 基 -2- 苯 乙 酰 氨 基 ]-8-氧 -5- 硫杂 -1- 双环 [4.2.0] 辛 -2- 烯 -2- 甲酸,为白色至微黄色结晶性粉末;微臭。在水中微溶,在乙醇、三氯甲烷或乙醚中不溶。本品能耐葡萄球菌所产生的青霉素酶,故对青霉素敏感或耐药的金葡菌均有良好的抗菌作用。对溶血性链球菌、肺炎球菌、淋病双球菌高度敏感,对大肠杆菌、肺炎杆菌、流感杆菌、奇异变形杆菌、痢疾杆菌等亦有较好的抗菌作用,但对绿脓杆菌,结核杆菌等则不敏感。本品具有口服吸收完全、毒性低,过敏及反应率低,不易产生耐药性等优点。本品可为治疗呼吸道感染的选用药物。对少数由革兰阳性球菌所致败血症和心内膜炎也有效,但不宜用于严重感染。
我国从上世纪 80 年代开始进行生物转化 β- 内酰胺类抗生素方面的研究,并取得了一些成果。但由于在酰化酶的提取、分离和固定化技术及产物、原料的分离回收技术等方面没有取得实质性的突破,难以形成技术及经济优势,因此也难以在生产中实际应用。
近年来,随着生物工程技术和固定化酶技术的快速发展,酶法制备头孢氨苄的技术水平也不断得到提高。目前,不仅在青霉素酰化酶的固定化技术方面取得了突破性进展,已经有性能稳定的工业用固定化酶制品在生产中得到广泛的应用[如德国 Boehringer Mannheim 公司生产的商品名为 En-Zygel 及名称为 pGA-150 和 pGA -450 的固定化酶;意大利米兰 Recordati 公司生产的固定化酶;德国 Rohm Pharma 公司生产的商品名为Eupergit 的固定化酶和荷兰 DSM 公司(原 Gist - Brocades 公司)生产的商品名为 Assemblase 的固定化酶等],而且在反应底物、酶缩合条件以及产物分离技术等方面的研究也取得了重要进展,具备了大规模工业化生产的条件,在我国如何通过酶法来制备头孢氨苄亟待解决。
2. 实验部分
2.1 主要仪器与试剂
GC-2014C 气相色谱仪、LC-20 液相色谱仪:岛津仪器(苏州)有限公司;KF-1 型水分测定仪:上海市安亭电子仪器厂;SHZ-D( Ⅲ) 循环水式真空泵、DZF-6050 型真空干燥箱、DW-3 型数显电动搅拌器:巩义市予华仪器有限责任公司; YP10002 电子天平:上海佑科仪器仪表有限公司;四颈瓶,恒压滴液漏斗,普通玻璃仪器等。
2.2 实验
2.2.1 配制苯甘氨酸衍生物溶液:
洁净的反应瓶中加入纯化水 45ml. , 控制温度 10-30∘C ,开启搅拌,加入苯甘氨酸衍生物18g,备用。
2.2.2 反应
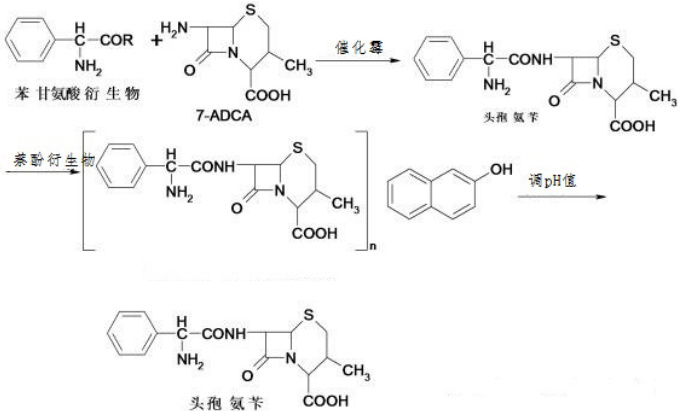
洁净的反应瓶中加入纯化水 100ml ,控制温度 10-30∘C ,开启搅拌,加入 7-ADCA15g。用氨水调 PH 至中性,控制温度 10-30% ,加入催化酶9g∘ 。向反应瓶中加入苯甘氨酸衍生物溶液。计时反应至7-ADCA 残留(7-ADCA 残留 <3.0mg/ml⟩ ),过滤,收集催化酶。
液用酸调 PH0.8-1.5,加入 0.3g 活性碳,加入 0.3g 焦亚硫酸钠,搅拌 30 分钟将料液过滤脱色。结晶反应瓶加入 15ml 纯化水,控制温度 30-40% ,将脱色滤液滴加至反应瓶中,用氨水调节结晶液 PH3.0-4.0,控温30-40∘C ,养晶30 分钟,用氨水调节结晶液PH4.8-5.6,降温,降温至 0-5∘C ,养晶 60-120 分钟。
过滤洗涤干燥,过滤,用 40ml 纯化水,用 40ml 丙酮洗涤,真空干燥箱50-60℃干燥至水分合格
2.2.3 复盐制备及处理:
收集过滤水溶液,加入2.g 萘酚与 6ml 丙酮的溶解液,养晶2 小时,过滤,用 60ml 丙酮洗涤,抽干得复盐,待用。反应瓶中加入 30ml 纯化水,加入50ml 二氯甲烷,开启搅拌,加入复盐溶解,分相,水相待用(可加入脱色过滤后的结晶液中)。检测含量 >99.5% 。
2.2.4 酰化酶回收方法:
为了提高酰化酶的利用率,对固定化酰化酶进行过滤分离、洗涤,搜集后套用,回收率可达 95% 以上。
3、结论
该头孢氨苄的制备工艺以水为溶剂 7-ADCA 与苯甘氨酸衍生物在酰化酶的催化下,在常温常压下进行反应,使 7-ADCA 的转化率可以达到99%以上。反应结束后经过简单的后处理,将反应液进行过滤、结晶、离心、干燥得到头孢氨苄。本工艺反应过程不用有机溶剂避免了对环境的污染,母液中残留的产品再通过萃取分离结晶加以回收套用,提高了产品收率,降低了生产成本。
实现降解周期可根据不同需求人为可控采用先进的绿色生产工艺 - 酶法生产工艺,大幅减少溶媒使用量,大幅降低 VOC 排放,大大减少了有机溶媒使用量,降低废母液中 COD 排放。产品的质量指标、收率指标达到目前国内领先的水平,大幅降低生产成本,并且降低环保压力,大幅降低环保运行成本。
参考文献:
[1] 吴伟波,王旭,王娜,等。β- 内酰胺类抗生素酶促合成新进展(J),有机化学,2006,26(3): 292~298
[2] 陈希杨,王普,应国清,等。酶法合成头孢菌素类抗生素的研究进展(J),浙江工业大学学报,2002,30(1): 53~58
[3] 方长明,陈舒明,刘爱红。头孢氨苄的酶法制备工艺研究进展(J),中国医药工业杂志,2002,33(1): 38~41
[4] 叶树祥,许成苗,王佳兵。固定化青霉素酰化酶合成头孢拉定的工艺研究(J),2007,38(9): 619~620
[5] 《中华人民共和国药典》2020 版二部
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)