.jpg)
基于数字化控制下的盘纸恒张力技术的研究与应用

刘江浩 程德刚 程胜骏 刘强 宋樨 王俊峰 彭涛 刘广
湖北中烟有限责任公司广水卷烟厂 湖北广水 432721
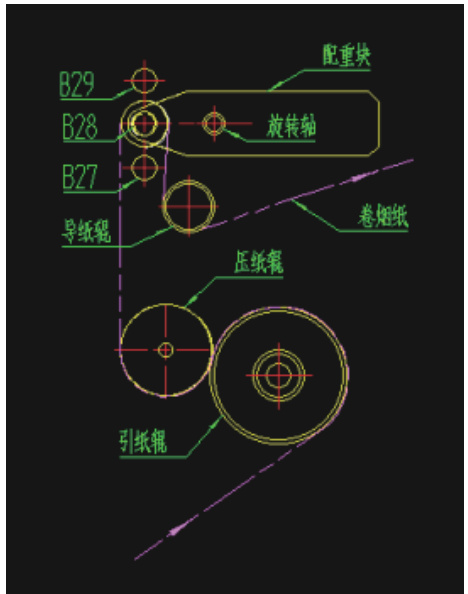
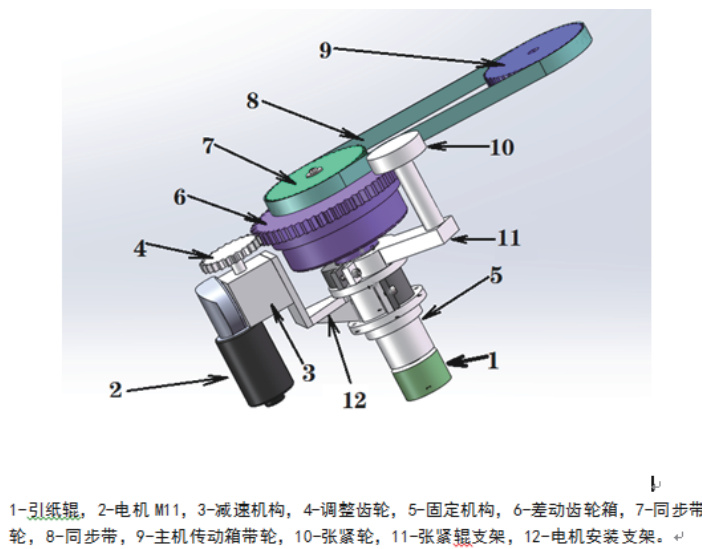
ZJ17(PROTOS70)卷烟机组是我国烟草工业在 20 世纪末研发生产的卷烟设备,目前仍然是多数卷烟生产企业的主力生产设备。ZJ17(PROTOS70)卷烟机组的卷烟纸输送过程如右图所示,盘纸(卷烟纸)由引纸辊带动,压纸辊将卷烟纸与引纸辊紧密接触,避免卷烟纸在引纸辊上滑动,引纸辊由差动齿轮箱转动机构驱动(如图一所示)。卷烟机的纸张力调整的控制原理为:卷烟纸的张力由配重块的重量决定,正常工作时卷烟纸张力约为 3N,配重块基本处于水平位置,当卷烟纸张力增大时,通过卷烟纸带动配重块旋转,当纸张力大到触发检测传感器 B27 时,纸张力控制器控制 M11 电机正转使得卷烟纸的输送速度在原来机械传动速度的基础上增加 3r/min,从而减小卷烟纸的张力,使配重块向水平位置旋转,当卷烟纸张力(速度)变化带动配重块顺时针旋转到水平位置触发检测传感器B28 时,M11 电机停止运转,一次调整结束。反之,而当卷烟纸张力过小触发检测传感器 B29 时,纸张力控制器控制 M11 电机反转使得卷烟纸的输送速度在原来机械传动速度的基础上减少 3r min ,从而加大卷烟纸的张力。当卷烟纸张力(速度)变化带动配重块逆时针旋转到水平位置触发检测传感器B28 时,M11 电机停止运转,一次调整结束。
基于上述分析,在设备运行过程中,当卷烟纸张力变化时,张力调整机构在调整的精确度、平稳性、调整能力及可靠性等几个方面都存在设计缺陷:(1)张力调整的精确度:为了保证卷烟产品的适量,卷烟纸的运行速度应该与烟条运行速度严格同步,而现在的张力调整机构在卷烟纸张力处于B27 和B29 检测位置之间时,不进行调整,造成卷烟纸速度与烟条运行速度不能很好同步,容易造成设备跑条停机;
(2)张力调整的稳定性:由于调整机构利用差速直流电机带动齿轮传动,实际应用中,调整电机需要频繁经过启动- 加速- 匀速- 减速- 停止过程,由于加速度和减速度都比较大,使得传动齿轮出现震动、冲击情况,从而造成运行的稳定性不好;
(3)张力调整能力:张力调整机构在张力调整过程中,无论张力变化的大小,差速电机的调整为恒定慢速补偿,只能对卷烟纸的速度补偿 3r/min ,当纸张力变化量大时,即使一直调整也不能达到张力的需求,甚至速度变化过快时出现断纸,根本无法实现张力的稳定控制。
(4)原设计的差动齿轮箱采用润滑油润滑以减少齿轮的磨损,由于差动齿轮箱经常处于旋转状态,没有设计油气排泄口,从而造成设备运行一段时间后,齿轮箱因骨架油封失效而产生漏油现象,使得设备运行的可靠性很差,需要经常维修维护。
关键词: 盘纸、张力、设备效率
一、绪论
1.1 国内研究现状
现阶段对盘纸断纸的解决方式,主要有以下几种方式:
第一,盘纸轮的角度出发,对盘纸轮进行调整和改造;
第二,调整刹车块对盘纸轮的相对压力;
第三,检查各引纸辊、压纸轮的功能完整性;
第四,调整布带轮来保障盘纸拉力。
所有的处理手段均未从数字化的角度考虑稳定盘纸的恒张力,本项目从大方向出发,再不大动设备的前提条件下,对盘纸恒张力进行了研究与探索。
1.3项目研究背景
随着工厂的转型与细支卷烟产量的增加,广水卷烟厂高度重视卷烟产品质量的提升工作。在卷烟生产过程中,要尽可能的保证烟支质量减少不必要的消耗,如果盘纸断纸现象时常发生,就会降低设备的运行效率、对烟支质量的稳
定性也有很大影响。所以在卷烟生产过程中,为有效保证烟支质量以及设备的运行效率,我们一直在从不同的角度去寻找解决或者减少盘纸断纸的办法和手段。
在此探索过程中我们做过许多尝试,关于基于数字化控制下的盘纸恒张力技术的研究与应用也是我们众多探索中的一个较为有成效的手段,它具有小改动大变化的效果。
1.4项目意义及内容
1.4.1项目研究意义及内容
本项目研发盘纸恒张力以减少盘纸断纸为主要目的,主要通过数字化手段,来调节控制,保障盘纸的张力不变,从而达到减少盘纸断纸现象的出现,提高烟支质量、提升设备有效作业率。取消 ZJ17 型卷烟机卷烟纸机械传动及差速调整机构,采用独立驱动模式研制新型的卷烟纸牵引输送机构,使卷烟纸输送过程中张力基本恒定不变,从而提高 ZJ17 型卷烟机卷烟纸运行稳定性。主要
研究内容包括:
(1)卷烟纸张力变化的研究 :采用MATLAB 工具分别对ZJ17 型卷烟机在加减速运动过程中卷烟纸张力变化的斜率及变化量进行采集与分析,进而建立可靠的闭环控制模型对卷烟纸张力变化进行快速实时调整,使卷烟纸张力在设备运行的加减速或匀速阶段都是稳定的。
(2)随动调整控制系统的研究:采用随动闭环调整伺服系统对卷烟纸张力稳定控制,分别研究卷烟纸张力的测量方式方法、卷烟纸线速度的实时可靠测量、卷烟纸张力随动控制的快速相应及闭环自动控制系统的方案。
二﹑盘纸恒张力的总体设计方案
2.1 设备需求分析
盘纸断纸和跑条问题一直是行业内较为头疼的问题,它是受多方面因素影响的,例如布带轮对布带的张紧度、刹车块的压力、盘纸轮的位置等,这些常见因素我们都对其进行了检查和调整,但是效果有限。
综上所述,我们从设备的角度出发,再不改变设备主体结构的前提下,研发了这一款稳定盘纸张力的装置,该装置可以在设备不做任何改变的前提下,保证盘纸张力,从而保障设备运行效率和烟支质量。
2.2 技术方案
(1)系统技术路线
取消 ZJ17 型卷烟机卷烟纸机械传动及差速调整机构,卷烟纸张力测量仍然保持原设备的浮动辊摆臂形式,不改变原设备的卷烟纸长度浮动摆臂范围,在原设备上设计伺服控制系统,采用独立驱动模式研制新型的卷烟纸牵引输送机构,使卷烟纸输送过程中张力基本恒定不变,提高卷烟纸运行的稳定性。
(2)系统硬件架构:
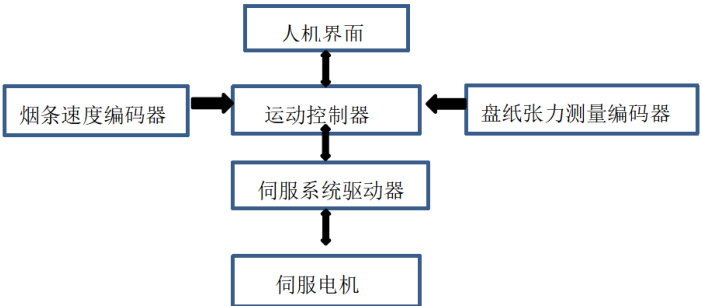
系统硬件主要包括:触摸屏、运动控制器、伺服驱动器、伺服电机、烟条速度编码器、纸张力测量编码器等。系统连接框图如图三所示:
3. 系统技术参数
3.1 运动控制系统:
运动控制器采用德国LENZE 最先进的I950,I950 主要具有亮点
·通过对硬件和软件进行死区时间优化获得最快的响应时间,电流控制: ,位置控制:62.5 μs,速度控制:62.5 μs。
,位置控制:62.5 μs,速度控制:62.5 μs。
·i950 伺服驱动器:不仅仅是伺服,i950 结合了最先进的伺服技术和开创性的系统自动化要求。除了出色的伺服功能,i950 还内置了六个技术应用程序(TA)。使用这些软件模块可在实现设备任务时节省时间和成本·具有专利的电流和位置检测功能带来高动态响应。
·提高鲁棒性并减少位置控制中的跟随误差位
·可以使用 PLC Designer 对系统 PLC 进行编程和调试。 对 PLC 产品的编程符合 IEC 61131-3 标准,确保您能便捷地完成基于控制器的解决方案的工程设计工作
·系统软件扫描周期  1MS(1 毫秒),通过超高速 CPU 内部总线,可以实现4μs 的单元中断响应,为伺服系统的随动跟踪及烟纸张力调整提供实时数据。
1MS(1 毫秒),通过超高速 CPU 内部总线,可以实现4μs 的单元中断响应,为伺服系统的随动跟踪及烟纸张力调整提供实时数据。
3.2 伺服系统:
伺服电机采用 LENZE 的低惯量、高动态响应的旋编伺服电机,与 1950- 起构建高速响应特性运动控制系统,同时实现智能振动补偿程序,用于抑制设备中的共振点,可以实现更高水平的高速、高精度控制。对于本项目单轴控制系统,采用高速循环实现控制周期 + 单元内部处理时间 + 通信时间 + 伺服内部处理时间 ≈1.25ms ,伺服系统循环扫描周期小于 2ms 。
3.3 同步检测系统:
卷烟纸张力测量编码器选用德国 NOVO 的高可靠性角度电位计,电位计为 12 位分辨率 (4096 位 ),卷烟纸张力要求为 3N(牛顿)力,即3*1000/9.8≈306 克,则卷烟纸张力分辨率 =306/4096≈0.075 克 <0.1 克,电位计测量范围 0-60 度,输出为 4-20mA 模拟信号;卷烟机烟纸的实时线速度测量编码器选用德国SICK 的增量型编码器,编码器分辨率为12bit(4096 线),可以精确测量烟条(卷烟纸)运行速度。
3.4 人机交互系统
人机界面选择 7 寸触摸屏,通讯接口为 MODBUS-TCP,界面设计画面丰富,不仅实时显示卷烟纸的张力值、设备运行速度、张力变化趋势图等,同时还可以设定卷烟纸张力参数、伺服系统运动参数及系统其它控制参数。
三、效果验证
项目改造完成后,由独立的伺服系统取代了原有的第一供纸辊差动齿轮箱传动机构,系统体积小、执行机构简化、过载保护好、无噪音。采用同步伺服电机不仅使用寿命长(5 年以上),免维护保养,同时在速度转换过程无振动、冲击现象传动平稳,减少设备的跑条现象。新的控制系统通过运动控制器软件编程的特定函数,利用人机界面实现控制参数的调整,从而可以根据运行情况改变加减速过程对应的变化斜率,实现纸张力的精确补偿,有效克服两个盘纸制动装置的磨损和机械调整的差别,克服设备启停过程及卷烟纸换纸过程中张力的波动。
效果分析,结果如图五所示,项目改造后卷烟纸张力只在加减速阶段略有波动,波动范围 ⟨0.5% ,达到预期效果
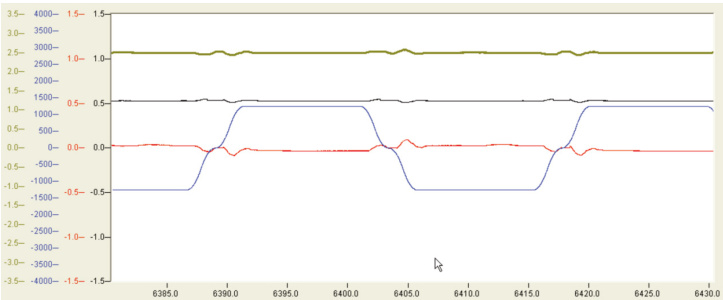
注:图中蓝色为速度曲线,红色为 PID 调整输出,绿色为张力趋势输入,黑色为张力测量值。
图五:预期效果波形
总结
本项目的实施设计了一种稳定盘纸张力的装置,该装置可以根据各设备不同情况对张力进行设定,实现了稳定盘纸张力的目标,在一定程度上保证了烟支质量,降低了设备消耗,提高了设备有效作业率 ,取得了预期效果。
四、主要创新点
1)在不改变设备结构的前提下实现了对稳定盘纸张力的创新;
2)该系统具有可视性、耐用性、可调性;
3)与数字化信息化相结合。
参考文献:资料
[1] 边永生 .《烟机设备修理技师培训教材》. 国家烟草专卖局职业技能鉴定指导中心,2002
[2] 西北工业大学机械原理及机械零件教研室 .《机械原理》.7. 高等教育出版社,2006.
[3]《ZJ112 卷接机组维修手册》. 常德烟草机械有限责任公司 2009.04
[4]《机械设计手册》一册. 机械工业出版社 2000.06
作者一姓名:宋樨;性别:男;出生年月:1994.0325 ;籍贯:湖北 民族汉族;最高学历:本科;目前职称:高级工,助理工程师;研究方向:设备装备
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)