.jpg)
L 型桁条激光双侧同步焊接残余应力与变形仿真结果分析

李小曼
中航西安飞机工业集团股份有限公司 陕西 西安 710089
激光焊接是一个对工件局部加热快速冷却的过程,焊件冷却后,易产生水平较高的残余应力,残余应力直接影响焊接构件的拉伸力学性能、疲劳强度、抗应力腐蚀性能、尺寸稳定性和使用寿命等,甚至可能导致工件在使用过程中变形和开裂。
1. L 型单桁条基础件残余应力仿真结果分析
L 型单桁条基础件共三种焊接方向,分别为从一端焊到另一端、从两端焊到中间和从中间焊到两端。每种焊接方向下的残余应力分布情况如图1 所示。
(a) 从一端到另一端正面;(b) 从一端到另一端背面;(c) 从两端到中间正面;(d) 从两端到中间背面; (e) 从中间到两端正面;(f) 从中间到两端背面
从图 1 可以看到,焊后残余应力主要是集中于焊缝上及其附近区域,这主要是由于激光焊接时高热输入使焊缝附近高温区的金属产生热膨胀受到周围冷态金属的制约,加之焊接熔池随后的凝固收缩也受到制约,使该处的塑性变形受到制约。在正面残余应力分布在两条焊缝上,其数值上的差异非常小,背面的残余应力在焊缝的投影上均匀分布。在三种焊接方向中,各个不同方向的焊后残余应力在数值上相差很小,从对比结果中可以推断,焊接方向对焊缝残余应力的影响在数值上是非常小的,但是从中间到两边与从两边到中间焊时,在整个焊缝的中间位置会有一个应力较小的区域,这个位置的应力是由于起弧或者收弧时产生的。
为了更加详细地研究某一路径下残余应力的分布情况,并与后续试验研究形成对比,对第一种焊接方向下(从一端到另一端)AB 路径(如图2 所示)上各节点的残余应力值进行分析,得到如图3 所示的等效 Mises 应力曲线。
图1 L 型单桁条基础件焊后残余应力分布
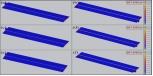
图 2 等效 Mises 应力节点路径 图 3 AB 路径节点等效 Mises 应力
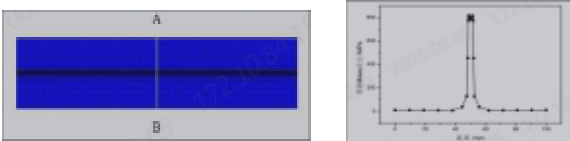
曲线
从图3 中可以看到,蒙皮背面的残余应力沿焊缝中心呈对称分布,距离焊缝中心越近,则残余应力值最大,最大的残余应力数值为 808MPa ,远离焊缝区域则残余应力迅速下降。
2. L 型单桁条基础件焊接变形仿真结果分析
在 L 型单桁条双激光束双侧同步焊接过程中,由于蒙皮与桁条连接的特殊性,结构件的焊后变形情况会严重影响到其服役状态。因此通过数值模拟 L 型单桁条基础件的焊后变形情况,可以有效地为实际结构件在焊接过程中的变形控制提供数据支撑。 模拟仿真可以显示 L 型单桁条基础件在不同焊接方向下的焊后变形情况。
采用焊接方向二(两端到中间)所得的焊后变形最大,其最大变形量为 4.467mm ,而采用焊接方向三(中间到两边)的焊后变形最小,其最大变形量为 3.814mm 。计算结果表明,结构在不同顺序下焊接后产生的变形都为波浪变形。采用焊接方向一(从一端到另一端)和焊接方向二(两端到中间)时,产生的变形较大且变形分布更为不均匀。采用焊接方向三(中间到两端)时,变形量较小且变形量呈对称分布趋势。
由于采用焊接方向二(两端到中间)所得的焊后变形最大,为了对实际焊接过程进行变形控制,因此有必要对焊接方向二(两端到中间)对应的焊后变形分布情况进行分析。
在纵向和横向上,焊缝冷却后产生了残余变形,焊接变形分布不均匀,在试样单边产生了较大的变形,其原因是焊接加热过程中焊件局部区域材料的热胀冷缩受到四周约束的限制作用,从而产生了不均匀的压缩变形,同样在焊后冷却过程中,发生压缩变形的材料受到相邻金属和外界刚性约束的作用而不能自由收缩,并在某种程度上受到拉伸而卸载,但因拉伸后卸载的塑性变形不足以抵消之前产生的焊接过程变形,所以在焊后热过程完成以后,工件宏观上产生了纵向和横向的收缩变形。
3 仿真结果分析
L 型桁条基础件焊后残余应力主要是集中于焊缝及其附近区域。采用从两端向中间焊的焊接方向时其残余应力值最小。蒙皮背面的残余应力呈对称分布,距离焊缝中心越近,则残余应力值最大,远离焊缝区域则残余应力迅速下降。
L 型桁条基础件采用三种不同的焊接方向,当选择从桁条中间向两端焊接时其变形最小,焊接效果相对最好。L 型桁条基础件在宏观上产生了波浪变形,在轴向上发生了挠曲变形。
.jpg)
.jpg)
.jpg)
.jpg)