.jpg)
CAXA 数控车2015 关于华中世纪星的机床设置与后置设置修改

李慧
长沙市望城区职业中等专业学校 410217
数控车是目前企业常用的数控机床,数控机床的编程通常分为手工编程和计算机辅助编程,CAXA 数控车软件是一款国产计算机辅助编程软件,通过它的CAD 模块进行零件轮廓造型后,根据工艺要求生成对应加工刀路轨迹,经过后置处理可以生成 G 代码文件。尽管大多数计算机辅助编程软件自带了一些各厂家的通用后置处理文件或机床配置文件,往往在企业实践加工时,还需要修改自动生成的程序才能进行加工。
通过 CAXA 数控车后置处理生成的程序,与手工编程的程序有所不同,软件编程的换刀指令为 T11, 而机床要求为 T0101 等,我们可以通过修改机床配置文件和后置处理设置,让生成的程序符合手工编程模式和实际机床的要求。
一、新增机床配置文件
从“数控车”下拉菜单中,选择“机床配置”,打开机床配置对话框,根据车间实际机床数控系统,选择对应机床名,再点击“新增机床”,并输入新机床名称,如HNC-21T, 新机床名不能和已有机床名相同,应少于8 个字符。
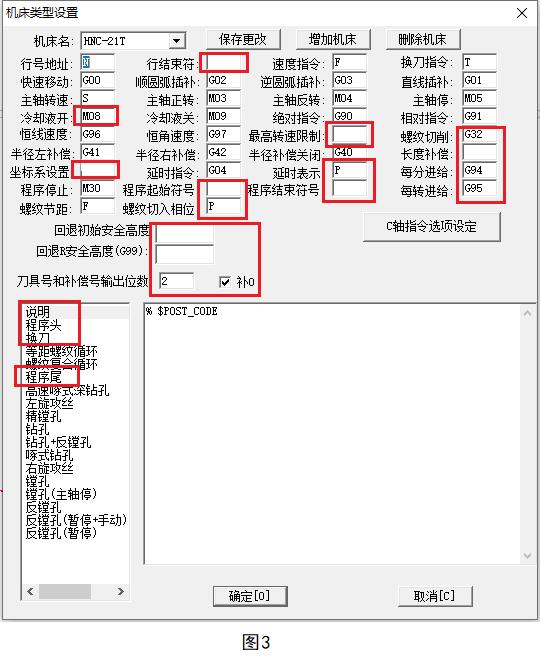
二、程序指令和格式设置
1、行结束符:不要填。华中HNC-21T 数控机床程序段结束时按回车键,光标跳至下一个程序段。
2、冷却液开:M08
3、最高转速限制:可不填
4、螺纹切削:G32(如图3)
5、长度补偿:不填,数控车一般不用长度补偿指令。
6、演示表示:P
7、程序结束符号:不填
8、每分进给:G94
9、每转进给:G95
10、螺纹切入相位:P
11、回退初始安全高度:不填
12、回退R 安全高度(G99): 不填
13、刀具号和补偿号输出位数:2,并勾选补0。
14、程序说明格式不用修改。
15、程序头修改。
原来为G00$ G95$ $IF_CONST_VC $ $SPN_F $CONST_VC $ $SPN_CW $$CHANGE_TOOL $TOOL_NO $COMP_NO;
修改后为$CHANGE_TOOL $TOOL_NO $COMP_NO@$SPN_CW $ $SPN_F$CONST_VC ;
字符串说明:
$ 单独使用为后处理输出指令之间的空格, $+ 字母串 为宏指令
$CHANGE_TOOL 为调用换刀指令T;
$TOOL_NO $COMP_NO 为刀号与刀补号;
@ 为后处理输出换行
$SPN_CW 为后处理输出主轴正转指令M03
$SPN_F $CONST_VC 为后处理输出转速指令S+ 编程转速
经过修改后,其程序会接近手工编程的习惯格式,如下:
%1234 程序号
T0101 换刀并调用刀补
M03S600 主轴正转并控制转速为S600
………
………
………
16、换刀修改:
原来为M01@$G50$ $SPN_F $MAX_SPN_SPEED @G00$ $IF_CONST_VC $$SPN_F $CONST_VC $ $CHANGE_TOOL $TOOL_NO $COMP_NO@$SPN_CW
修改后为$SPN_OFF@$CHANGE_TOOL $TOOL_NO $COMP_NO@$SPN_CW $ $SPN_F $CONST_VC
修改时去除了强制输出M01、G50 等指令。
17、程序尾修改:
原来为$PRO_STOP
修改后为$SPN_OFF@$COOL_OFF@$PRO_STOP
18、点击“保存更改”。
三、后置处理设置
从“数控车”下拉菜单中,选择“机床配置”,打开机床配置对话框如图4,修改好对应选项后,一定要保存设置。
1、机床名设置为新机床名(新增设置好的机床配置文件)
2、行号可以设置为不输出,行号是指程序段号。没有程序段号,程序显得精简些。但机床程序自检或中断时,难以寻找到机床提示的对应程序段。
3、建议采用绝对坐标编程,便于人工阅读程序。
4、建议坐标输出格式为小数,以防某些机床被设置以0.001mm 为单位,如X20 没有小数点会读作X 轴0.02mm。
5、圆弧控制设置为R 方式,圆弧大于180 度R 为负。
6、X 值表示直径, 圆弧圆心X 分量表示直径。
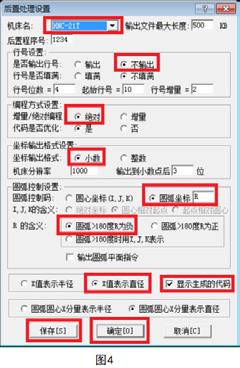
7、注意选择保存设置,不然后置处理设置会按原来设置生成程序代码。
四、代码生成
从“数控车”下拉菜单中,选择“代码生成”,打开机床配置对话框,选择数控系统为新机床HNC-21T,代码文件名定义O####.txt,第一个字符为大写字母O,后面.txt 代表文件后缀类型。
如果代码文件名O####.txt 中,第一个字符为数字0,该程序传输到机床,机床将检索不到程序文件,程序名必须以O 字母开头命名。程序代码文件的后缀类型,一定要与实际机床支持的类型匹配,否则机床无法读取程序代码。软件编程的轮廓精加工和切槽加工,修改机床设置和后置处理设置生成的G 代码如下:
%1234
T0101
M03S600
G00X102.000Z100.000
G00Z1.600
G00X61.200
G95G01X20.000F5.000
G01Z-0.400
G01Z-20.000F0.100
G01X30.000
G01Z-30.000
G01X48.000
G01Z-40.000
G01X49.200
G01X51.200F100.000
G01X61.200
G00X102.000
G00Z100.000
M05
T0202
M03S600
G00X104.000
G00Z-18.300
G00X44.000
G95G01X32.000F5.000
G01X14.600F0.100
G04P0.500
G01X44.000F100.000
G00Z-19.700
G01X32.000F5.000
G01X14.600F0.100
G04P0.500
G01X44.000F100.000
G01X32.000F5.000
G01X20.000
G01X14.600F0.100
G04P0.500
G01X32.000F100.000
G00Z-18.300
G01X20.000F5.000
G01X14.600F0.100
G04P0.500
G01Z-19.700
G04P0.500
G01X32.000F100.000
G00Z-18.000
G01X20.000F5.000
G01X14.000F0.100
G01Z-20.000
G01X20.000
G01X32.000F100.000
G00X104.000
G00Z100.000
M05
M09
M30
通过修改机床设置和后置处理设置后,后置处理生成的以上代码格式,华中世纪星21T 数控车床可以直接运行,该程序格式比较符合手工编程习惯,便于人工阅读程序,方便后期人工修改程序。
参考文献
[1]《世纪星车床数控系统HNC-21T/22T 编程说明书》武汉华中数控股份有限公司2002.11
[2]《CAXA 数控车2015 用户手册》版权所有(C)2015 北京数码大方科技股份有限公司
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)