.jpg)
精密机床静压转台快速拆装精度调整装置

黄丰强 郑秀芳 林鸿榕 廖荣彪
中国机械总院集团海西(福建)分院有限公司 福建三明 353000
1 背景技术
液体静压转台常常应用于精密多轴复合加工机床领域[1],由于加工时工件安装在转台上,转台的安装精度优劣将直接复刻到工件上[2]。因此在保证转台精度的基础上,如何快速、准确的安装好液体静压转台成为精密机床装配钳工需要克服的一大难题。同时,当面对需要频繁拆装转台情况时,如何保证转台安装精度将面临更大的挑战。
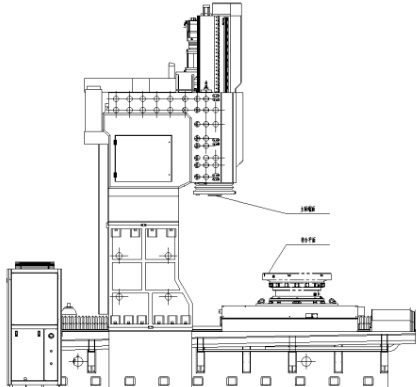
安装液体静压转台一方面需要满足转台的有效固定,另一方面则是需要保证转台与工作台面平行度以及与主轴端面的平行度满足设计需求,以数控精密龙门立式加工中心 XK2320-25 为例 ,其转台与 工作台面平行度 转台与主轴端面的平行度≤0.005mm。(通过技术要求可知,转台安装难点重点在于如何保证转台与主轴端面的平行度,因此下文将重点分析如何保证转台与主轴端面的平行度)同时存在转台需要频繁拆装情况。针对需要频繁拆装转台情况,则要求转台安装快捷以及准确,吊装过程安全与便利。
图1 转台安装于机床位置图
2 现有技术的缺点
目前精密机床调整转台与工作台安装方法,一种是采用转台与工作台直接安装方法,这种方式需要先保证转台安装面精度,之后将转台安装在工作台上,测量转台与主轴端面平行度,之后研磨转台上端面方式,直到转台转台与主轴端面平行度≤0.005mm。另一种则采用多块平垫铁调整方式,这种方式先将多块平垫铁放置在工作台上,之后将转台锁在垫铁上,测量转台与主轴端面平行度,之后调整对应位置的平垫铁,直到转台与主轴端面平行度≤0.005mm。
分析上述两种方式的优缺点,第一种需要后期花费大量人力进行研磨调整,效率低。第二种垫铁形式,需调整多块垫铁才能调整完成转台平行,调整难度较大,且转台所有应力都作用在支撑垫铁上,长期使用可能导致垫铁变形,进而造成转台精度下降。
当存在转台需要多次在工作台上拆卸、安装情况,以上两种方式都存在调整时间长,效率低的问题,无法满足设备快捷、准确安装的需求。
为满足数控精密龙门立式加工中心 XK2320-25 静压转台安装精度需求以及拆装方便要求,本次课题目标为创新设计一种静压转台快速拆装精度调整装置,将静压转台与调整装置模块化设计[3],能够实现快速调整转台平行,提升转台安装效率,同时可以整体快速进行拆卸、吊装。
3 技术方案
3.1 方案来源
进一步分析现行静压转台安装方法,直接安装方式优点是安装方便、安装稳定;缺点是后期研磨转台平面时间长,且多次拆装对精度影响大。调整垫安装方式优点是调整方便,可以适合多次拆装;缺点是多次拆装调整时间长,调整难度大。
综合上述两种方案,并结合三点支撑理论[4],本次设计的静压转台快速拆装精度调整装置便应运而生,它既具有直接安装的方便与稳定,又有调整垫安装方式的调整便利性,同时采用模块化设计的方式,吊装简洁,拆装便利。
3.2 具体方案
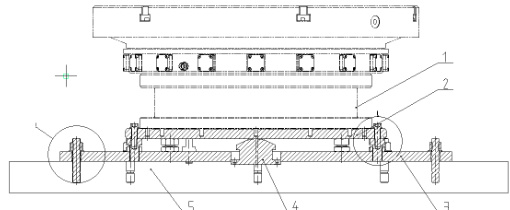
静压转台快速拆装精度调整装置结构如下:该装置主要由静压转台(1)、转台固定板(2)、装置底板(3)、定位支撑块(4)、机床工作台(5)、双头螺栓(6)、平垫圈(7)、螺母(8)、内外螺纹螺栓(特制)(9)、锁紧螺母(10)、内六角圆柱头螺钉(11)等组成。将静压转台固定在转台固定板上,之后通过多颗内六角圆柱头螺钉锁定在内外螺纹螺栓(特制)上,内外螺纹螺栓(特制)通过外螺纹锁定在装置底板上,装置底板又通过多颗双头螺栓锁定在机床工作台上,保证装置锁定可靠性[5]
定位支撑块结构如图5 所示,一端(平面端)固定在机床工作台上,另一端(球面端)通过球面顶住装置底板,为转台结构提供支撑。且支撑位置为球面接触,便于调整位置,以便之后转台平面度调节。起圆弧半径R 大小可根据转台大小进行调整。且下端圆柱面采用h6 公差等级,具备快速定位功能。
内外螺纹螺栓(特制)为本次发明特制螺栓(结构如图6 所示),其内侧采用M16 标准内螺纹,便于装置底板通过多颗内六角圆柱头螺钉锁紧;外侧采用M30×1.5 细牙外螺纹,与装置底板连接。(内外螺纹螺栓(特制)螺纹大小可根据实际情况进行调整)
当需要调整转台平行度时,将激光跟踪 调整激光跟踪仪在转台上的位置,记录转台不同点位与主轴端面位置精度,最后 对应位置内外螺纹螺栓(特制);调整前,需将锁紧螺母松开一定调节量,拧动内外螺 (特制)上下位置,进而带动对应位置转台升降。起到快速调节作用。当转台平行度达到要求后,拧动锁紧螺母,将内外螺纹螺栓(特制)锁死。保证转台位置保持不变。
本次设计装置采用整体模块化设计,可进行整组吊装,当需要从工作台拆卸下来时,只需松开双头螺栓,就可通过 3 个吊环进行整体整组吊装。具体结构见图7。
1—转台2—转台固定板3—装置底板4—定位支撑块5—机床工作台(I-装置与工作台固定结构、II-转台紧固以及高度调整结构)图2 转台平面度调整装置主体结构示意图
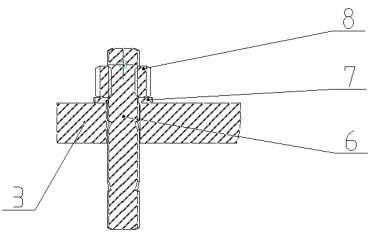
6—双头螺栓7—O 型密封圈8—旋转接头图3I-装置与工作台固定结构示意图
9—内外螺纹螺栓(特制)10—锁紧螺母11—内六角圆柱头螺钉图4II-转台紧固以及高度调整结构示意图
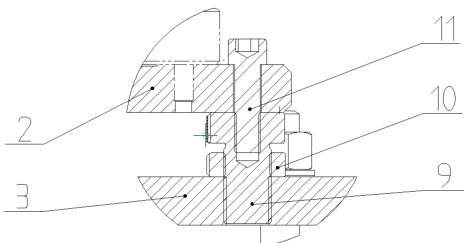
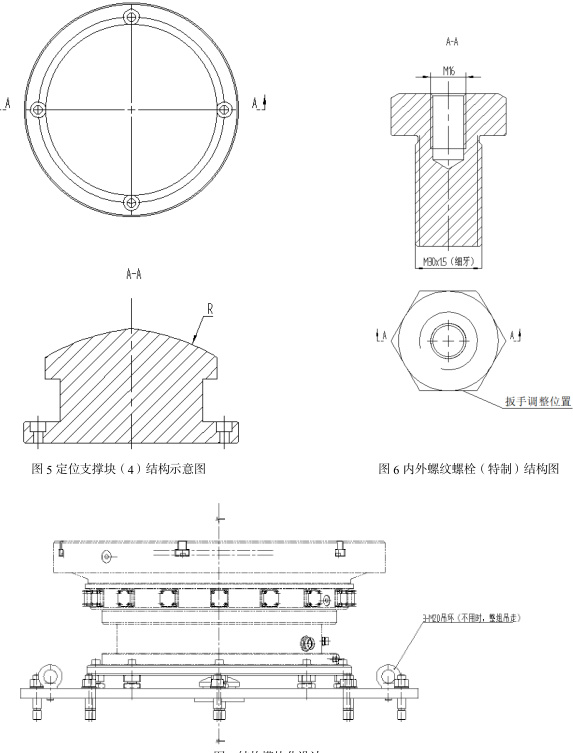
图 7 结构模块化设计
4 实践效果
本次创新设计的静压转台快速拆装精度调整装置生产完成后,应用于数控精密龙门立式加工中心 XK2320-25 转台安装,经过零部件清洗、安装完成后,将静压转台组件吊装至机床工作台上,通过激光跟踪仪快速测量静压转台与机床主轴端面的平行度,并记录不同点位数值,根据数值大小,对应调整相应位置的内外螺纹螺栓(特制),实现快速调平的效果。
通过实践测量,最终采用本套装置液体静压转台拆卸到再次安装完成仅需要20 分钟,且静压转台与工作台平行度达到0.008mm,静压转台与主轴端面的平行度达到0.0035mm,满足设计需求。
图8 测量静压转台与主轴端面的平行度

5 总结
本次创新设计通过设计一种静压转台快速拆装精度调整装置,将转台与精度调整装置模块化设计,通过调整转台对应位置内外螺纹螺栓(特制)位置,能够实现快速调整转台平行,提升转台安装效率,同时可以快速进行拆卸、吊装。同时采用上端圆弧定位支撑块支撑转台重量,减轻内外螺纹螺栓(特制)受力,且上端圆弧设计,支撑灵活,调整方便。
参考文献:
[1] 张冠伟,李敏.液体静压支承技术及其在精密机床中的应用[M].北京:机械工业出版社,2018.
[2] 任家隆,任近静,王先逵.机械制造技术基础[M].北京:机械工业出版社,2018.
[3] 王知行,刘廷章.机电一体化系统模块化设计理论[M].上海:上海科学技术出版社,2020.
[4] SmithJ,etal.PrecisionAdjustmentofHeavy-dutyRotaryTablesBasedonThree-pointSupport[J].InternationalJournalofMachineToolsandManufacture,2019,142:49-60.
[5] 中国机械工程学会.机械装配工艺手册(第3 版)[M].北京:中国质检出版社,2021.
[6] 王金栋,郭俊杰,邓玉芬,费致根.应用激光跟踪仪的数控机床几何精度检测[J].西安交通大学学报,2011, 45(3): 85-90.
作者简介:黄丰强(1994.12.25),性别:男;籍贯:福建省明溪县;民族:汉:学历:本科;职称:工程师;研究方向:机械设计制造及其自动化;
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)