.jpg)
一种匀料装置的研发应用

师永强 殷宏
陕西中烟工业有限责任公司旬阳卷烟厂 陕西旬阳 725700;陕西中烟工业有限责任公司汉中卷烟厂 陕西汉中 723102
引言
SH37A 滚筒式干燥机是烟草制丝过程对来料进行膨胀、混合、干燥和提香的关键工艺设备。该工艺设备段一般由 WPL 型定量喂料机、计量管、CK63E 型电子皮带秤、DPH 型皮带输送机、ZGC 型振动输送机、SIROX增温增湿设备、SH37 型滚筒式烘干机和出料输送设备组成。为了达到产品质量指标要求的水分标准偏差,该设备对来料属性有较为严格的要求,主要包括来料水分波动、来料流量波动、来料温度波动、来料纯净度等指标。
1 问题分析
通过对 SH37A 滚筒式干燥机来料段进行统计分析并查看生产现场发现,皮带输送机上物料高度呈现有规律的波峰波谷工况,不符合烘干设备入口来料均匀供给的工艺要求。经分析,由于电子皮带秤运行速度慢,物料厚度较大,下游皮带输送机速度较快,导致落到皮带输送机上的物料呈现断续堆状输送,且伴随有结团现象。电子皮带秤上物料 H 的厚度与计量管的厚度 H 基本一致,电子皮带秤上物料的厚度由计量管厚度来调整和决定,当流量恒定时,H 有最优化的宽度,H 太小容易引发堵料,H 太大,电子皮带秤上物料波峰波谷状会加剧。
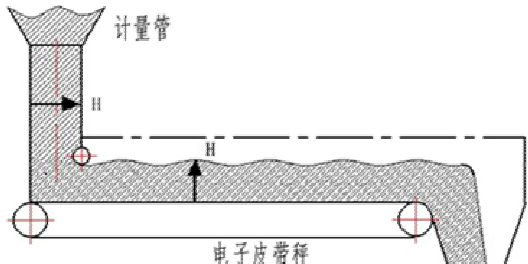
由于该型号电子皮带秤为恒流量控制型电子秤,其皮带表面的物料高度由工艺设定流量和前端计量管厚度 H 控制,经查勘现场已经无调整空间。只能通过调整皮带输送机速度和电子秤皮带秤下料口物料厚度来解决速度匹配问题,从而达到均匀流量的目标。
2 技术改进
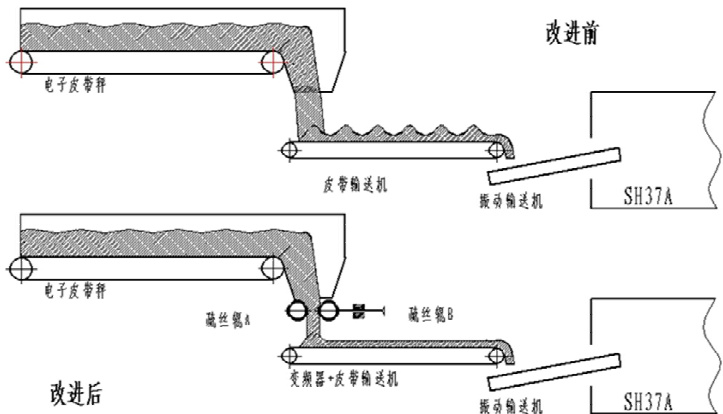
2.1 在电子皮带秤与皮带输送机空隙间增加一对带耙钉的疏料辊,疏料辊 A 单独驱动逆时针旋转,疏料辊 B 单独驱动瞬时针旋转,疏料辊 B 可通过丝杆调整位置水平移动,用于控制两疏料辊的间距。经过两个疏料辊调节后,中部物料自由下落,两侧物料延迟下落。由于电子皮带秤与皮带输送机垂直方向安装空间较小,同时为了让疏料辊选择最佳转速运行,选用BD-201S 低压滚筒驱动器作为疏料辊驱动。该驱动器外形尺寸较小,同时可进行调速使用。采用正交试验法经过多次调试和产品质量检测,最优化数据见下表。

2.2
在 皮 带 输 送 机 子 站 箱 内 增 加 一 部302P1K5T5E55H1XGCXXXSXXXXALBXCXXXXD0 IP55 的丹佛斯变频器,用于调整皮带输送机速度,使电子皮带秤输送物料的线速度与皮带输送机接近一致。
2.3 通过调整疏料辊中心距和转速,使部分物料延时下落。通过变频器调整皮带输送机速度,使电子皮带秤与皮带输送机的输送速度匹配。
3 效果验证
通过增加一对可调节间距可调速度的疏料辊,配合皮带输送机变频调速,有效解决了皮带输送机上物料不均匀的输送工况,物料结团现状同时得到解决,给后续烘干设备创造了有利的加工条件。调取了设备改进前、改进后的各 50 批次产品平均计算,SH 37A 滚筒式干燥机出口水分标偏从0.14 下降到了 0.11,质量指标提高了 26.7% 。
4 结论
通过选用低压调试滚筒和变频技术调整设备速度匹配性,有效降低了烘干设备入口流量波动,从而提升产品水分标偏,为产品精细化加工提供了新方法、新思路。
参考文献:
[1]卷烟工艺规范[M].国家烟草专卖局颁发;徐维华、罗登山主编.中国轻工业出版社.2016.12
[2]带式输送机旋转轴方向检测装置设计 黎伟雄,刘兴乐.[J].烟草科技,2019,52(1):103-106.doi:10.16135/j
[3]基于机器学习的烘丝机出口水分控制研究 陈彦廷 工程科技Ⅰ辑;信息科技 2024 年第 01 期:1-76.doi:10.27455/d
[4]烟草制丝线电子皮带秤的传动装置研究[J].方瑞萍,田德兴,普云伟,等.新型工业化,2021,11(9):105-106.doi:10.19335/j
作者简介:
师永强(1988-),男,汉族、本科学历,制丝车间设备主修,烟草制丝设备修理工技师(二级),主要从事烟机设备维修工作。
殷宏(1974-),男,汉族,本科学历,陕西中烟工业有限责任公司汉中卷烟厂制丝车间设备技术主管,烟草制丝设备修理工高级技师(一级),工程师,主要从事烟草工业生产线制丝设备维修与管理工作。
.jpg)
.jpg)
.jpg)
.jpg)