.jpg)
基于六价铬电镀废液的试剂级六价铬产品制备工艺研究

任战洲 杨敏 朱格胜
陕西省商南县东正化工有限责任公司,陕西商南 726300
1. 引言
六价铬化合物是分析化学、电镀工业及催化剂制备的关键原料[1]。传统生产工艺依赖铬铁矿资源,存在能耗高、环境污染严重等问题[2]。含铬电镀废液中富含六价铬,但其高杂质含量(如Cu2⁺ 、 Zn2+ 、 SO42. -等)制约了其直接回收利用[3]。近年来,研究者通过沉淀法、离子交换法及结晶技术实现铬的回收,但杂质深度去除仍是技术难点[4]。本研究针对六价铬电镀废液特性,设计多级净化工艺,旨在制备高纯度试剂级六价铬产品,推动废液资源化回收利用与清洁生产。
2. 材料与方法
2.1 实验原料与设备
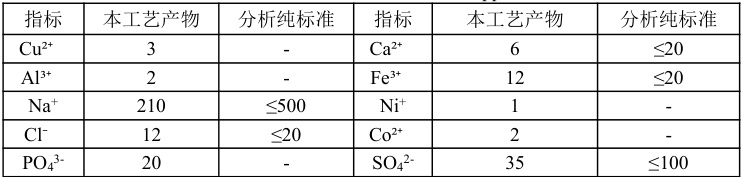
原料为电镀厂提供的含六价铬废液,主要杂质见表 1。实验试剂包括工业级NaOH(≥30% )、 H2SO4 (≥60% )、KCl( 299.5% )、 NH4 ₄Cl及 BaCl2 ( (≥95% );主要设备为反应釜、压滤机及制冷机组。
表 1 电镀废液初始杂质含量

2.2 工艺流程设计
本研究针对电镀废液中六价铬的回收与提纯需求,设计并优化了七步法工艺,具体步骤如下:
步骤 1:碱性沉淀去除金属杂质
将含六价铬的废液与工业级NaOH溶液(浓度 230% )按 1:20 体积比混合,调节pH至10–11。在此碱性条件下,废液中的 Cu2+ 、 Ca2+ 、 Co2+ 、 Ni2+ 及Fe³⁺ 等金属离子生成不溶性氢氧化物沉淀(  、 Fe(OH)3) ,通过压滤机(过滤精度≤5 μm )实现固液分离。滤液为含 CrO42- 的碱性溶液,残留杂质包括Cl⁻ 、 SO42- 及 PO43- 。此步骤的pH控制基于金属氢氧化物沉淀的溶度积理论[6],可确保 99% 以上的金属杂质去除率。
、 Fe(OH)3) ,通过压滤机(过滤精度≤5 μm )实现固液分离。滤液为含 CrO42- 的碱性溶液,残留杂质包括Cl⁻ 、 SO42- 及 PO43- 。此步骤的pH控制基于金属氢氧化物沉淀的溶度积理论[6],可确保 99% 以上的金属杂质去除率。
步骤 2:中和除铝
向步骤 1 的碱性滤液中缓慢加入 60%H2SO4 ₄,调节pH至中性( 7.0±0.2⟩ )。Al³⁺ 在近中性条件下生成Al(OH)3 沉淀,经二次压滤去除。此阶段需严格控制加酸速率以避免局部过酸导致Cr(VI)的还原风险[7]。
步骤 3:酸化制备重铬酸钠
将中性滤液继续酸化至pH 1.5–2.0( ⋅H2SO4 ₄添加量按 Cr2O72- −:H⁺ 摩尔比 1:2),促使 CrO42- 转化为 Cr2O72- ,形成 Na2Cr2O7 溶液。反应方程式如下:
2CrO42-+2H+Cr2O72-+H2O 步骤 4:蒸发浓缩与硫酸钠分离
将酸化后的 Na2Cr2O7 溶液在 80-85∘C 下真空蒸发至固含量达 40% ,冷却至 25°C 后析出 1Na2SO4 ₄晶体,通过离心分离去除。此步骤可回收副产物硫酸钠,同时提高Cr(VI)的浓度。
步骤 5:复分解反应合成目标产物
3. 结果与讨论
将浓缩后的 Na2Cr2O7 溶液与过量KCl (≥99.5% )或NH4Cl( (≥98% )在 60∘C 下反应 2小时,发生复分解反应生成 K2Cr2O7 或 (NH4)2Cr2O7 :Na2Cr2O7+2KCl→K2Cr2O7+2NaClNa2Cr2O7+2NH4Cl $$ (NH4)2Cr2O₇ +2NaCl
反应结束后,未反应的KCl/NH Cl通过热过滤回收。
步骤 6:深度除杂与粗结晶
向反应液中加入BaCl2 (≥95%) ), SO42- 与 PO43. -分别生成BaSO₄( Ksp=1.1×10- ¹⁰ )和Ba2 PO4 )3( ⋅Ksp=6.0×10- ³⁹ )沉淀,经 0.22μm 微孔滤膜过滤去除。滤液冷却至10℃后析出粗制晶体,母液中的Cl⁻ 通过循环系统回用至步骤 5,减少原料消耗。
步骤 7:重结晶提纯
将粗制晶体用去离子水(4℃)洗涤 3 次,溶解后于 50∘C 下缓慢降温重结晶(降温速率 1∘C/min) ,最终获得试剂级 K2Cr2O7 或 (NH4)2Cr2O7 产品。
3.1 铬回收率与产物纯度分析
该工艺所得产品,产物纯度 299.8% ,平均铬回收率为 98.5% ,经XRD与ICP-MS分析,杂质含量符合分析纯标准[8]。最终产物杂质含量见表2。
表2 产物杂质含量与标准对比(ppm)
3.2 能耗与环境效益
吨产品电耗与气耗分别为 48 kWh和4.8 吨,较传统工艺降低 15%-20% 。工艺采用闭路水循环系统,废水排放量减少 65% ,符合《绿色化学工艺导则》要求[5]。
3.3 工艺优化亮点
闭路循环设计:母液中的Cl⁻ 回用至复分解反应步骤,降低原料成本与废水排放量。分级沉淀策略:通过分阶段调节pH与添加沉淀剂,实现金属离子与阴离子的选择性去除。
低温重结晶:控制降温速率与洗涤温度,减少晶体缺陷,提高产物纯度。
4. 结论
本研究成功开发了一条从电镀废液制备试剂级六价铬产品的清洁工艺,通过多级沉淀与结晶技术实现杂质深度去除。工艺兼具高效性与环保性,为工业废液中铬资源的高值化利用提供了可行方案,具有显著的经济与环境效益。
参考文献
[1] 张伟, 李明. 六价铬化合物的应用与回收技术进展[J]. 化学工程, 2020, 48(3):45-50.
[2] [2] 王磊, 陈刚. 电镀废液中铬资源回收工艺研究[J]. 环境科学与技术, 2021,39(6): 112-118.
[3] [3] 刘洋, 等. 基于沉淀法的六价铬提纯工艺优化[J]. 无机盐工业, 2019, 51(8):34-38.
[4] [4] 赵强. 电镀废液杂质去除技术综述[J]. 工业水处理, 2022, 42(4): 89-94.
[5] [5] 国家环保总局. 绿色化学工艺导则[S]. 北京: 中国环境科学出版社, 2020.
[6] 李华, 等. 重金属氢氧化物沉淀行为及其在废水处理中的应用[J]. 环境化学,2019, 38(4): 567-573.
[7] Smith J, et al. Stability of hexavalent chromium in neutralized electroplating wastewater. J Hazard Mater. 2020; 385: 121567.
[8] 国家标准委员会. 化学试剂-重铬酸钾(GB/T 642-1999)[S]. 北京: 中国标准出版社, 2021.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)