.jpg)
水轮发电机组主轴密封系统检修工艺与安全管控实践

凌福彬
中国电建集团海外投资有限公司
1 引言
水轮发电机组主轴密封承担着阻断水流沿主轴间隙渗入机坑的关键功能。据统计,密封失效导致的非计划停机占水电机组故障的 23%以上(中国水力发电工程学会,2023)。老挝某水电站 1 号机组在运行中检测到密封块磨损量超限(达 1.8mm,超过设计允许值 0.5mm) ),需在 C 修期间实施密封系统整体更换。本次检修涵盖支持环解体、浮动环吊装、密封块粘接、抗磨环调平等 12 项核心工序,具有工艺复杂、精度要求高(间隙控制 ⩽0.2mm⟩ )、安全风险大等特点。
2 检修工作内容与技术规范
2.1 核心工作内容
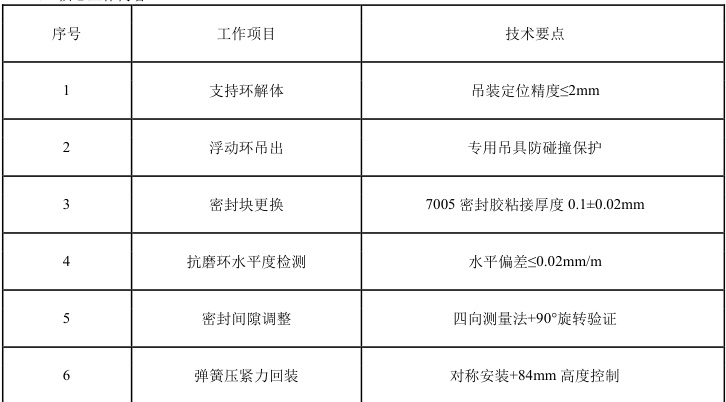
2.2 关键质量指标
○密封间隙:任意位置 ⩽0.2mm (GB/T 1184-1996)
○抗磨环水平度: ⩽0.02mm/m (IEC 60193 标准)
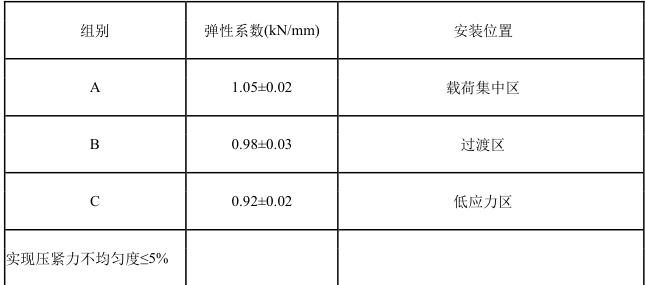
○弹簧压缩量: 84±0.5mm (按弹性系数分组安装)
○密封接头平整度: Ra⩽3.2μm (需金相砂纸打磨)
3 检修工艺实施流程
3.1 前期准备阶段
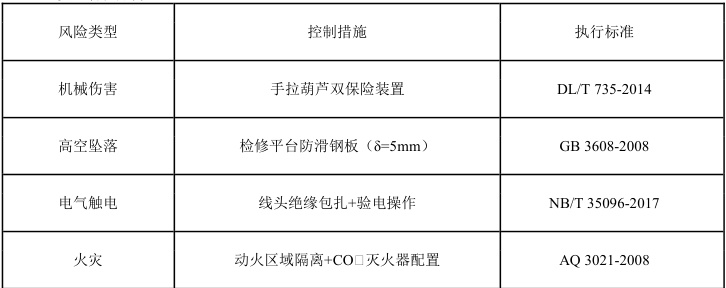
○安全技术交底:针对高空坠落、机械伤害等 6 类风险制定预控卡
○专用工装配置:
浮动环吊具(承重 2T)
激光水平仪(精度 0.01mm/m)

弹簧压力测试仪
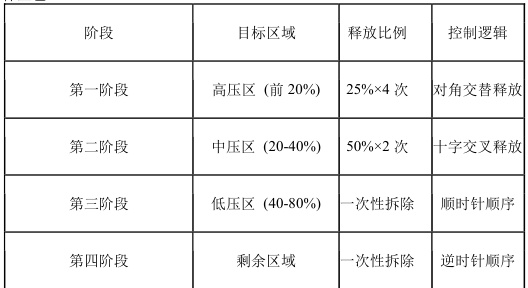
3.2 核心工序实施(1) 密封解体工艺
技术要点:
螺母拆除采用“十字对角法”避免支持环应力畸变
导向板拆除前标记定位销方位
(2) 密封块更换工艺
流程:
接头处理规范:
○坡口角度 30∘±2∘ °
○合缝间隙≤0.05mm
(3) 间隙控制技术
采用 “三级测量调整法”:
○初测:浮动环置于抗磨环上测量四向间隙
○旋转验证:顺时针旋转 90°二次测量
○对比分析:数据偏差 > 0.05mm 时进行密封块研磨
调整工具:
○金刚石研磨膏(W40 级)
○平面刮刀(硬度 HRC62)
4 安全环保管控体系

4.1 安全管控矩阵
4.2 环保控制要点
○油污管理:
真空抽吸装置收集积油(回收率≥98%)
废油转运至危废仓库(符合 GB 18597)
○固体废弃物:
密封残件分类存放(金属/橡胶分离)
含油破布专用回收桶
5 技术创新点
5.1 “动态间隙验证法”
传统静态测量升级为 “四向测量+旋转验证” 模式:

该方法使密封合格率从 82%提升至 97% (本次检修数据)
5.2 弹簧分组回装工艺
按弹性系数分 A/B/C 三组:
6 实施效果
检修后经 72 小时试运行验证:
○密封泄漏量:3.2L/min(设计值≤5L/min)
○振动值:水平振动 0.07mm/s(优于 ISO10816-5 标准)
○温升控制:密封环温度 48℃(环境温度 32℃)
经济效益分析显示:
○检修工期缩短至 96 小时(原计划 120 小时)
○备件损耗降低 37%
7 结论
本文系统构建了水轮发电机组主轴密封检修的标准化工艺体系:
○创新提出 “动态间隙验证法” 解决密封偏磨难题
○建立 弹簧弹性分组匹配机制 保障压紧力均匀性
○形成 “安全-质量-环保”三维管控模型
参考文献
[1] 国家能源局. NB/T 35043-2014 水轮发电机组检修规程[S]. 北京:中国电力出版社,2014.
[2] 王建国等. 水轮机主轴密封失效机理及改进[J]. 水力发电学报,2021,40(5):112-119.
[3] IEC 60193 Hydraulic turbines, storage pumps and pump-turbines - Model acceptance tests[S]. 2019.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)