.jpg)
重载发动机表面强化42CrMo 曲轴激光熔覆修复及质量评估研究

韩少龙 岳锋
中车戚墅堰机车有限公司 江苏常州 213011
一.绪论
为满足我国铁路运输重载、高速的发展需要,内燃机车发动机的设计在紧凑结构布置、提高功率密度上不断进行探索。曲轴作为发动机的核心部件,价值较高。激光熔覆技术作为一种先进的表面改性和修复技术近年来在轨道交通装备上逐步应用。本文将对激光熔覆技术在重载发动机表面强化 42CrMo 曲轴上的应用进行方案设计并对激光熔覆的质量的评估进行分析研究。
二.激光熔覆方案设计
1. 工艺流程设计
整体工艺流程为轴颈表面加工、探伤;熔覆粉末设计、工艺参数设计;熔覆程序确定,耦合运动方式确定;烘粉,筛粉;基材打磨、清洗;激光熔覆修复;熔覆质量检测。
2. 成分设计
42CrMo 材料作为中碳调质钢,其高碳当量导致焊接易产生冷裂纹和热影响区硬化。在成分设计时控制碳含量至 0.15%-0.3%,以减少裂纹敏感性;添加15%-20% 的铬元素,以达到曲轴氮化后的硬度要求,同时显著提升耐磨性及耐腐蚀性;添加 2.0%-5.0% 镍元素提升韧性,抑制冷裂纹;再辅以钼元素及钛元素的协同作用,细化晶粒,提升疲劳强度。
3. 工艺参数设计及选择
针对曲轴轴颈激光修复需求,开展粉末的工艺试验,根据正交试验原则设定试验参数,变量包括激光功率 1200-1700KW、扫描速度 10-12mm/s 和送粉速度 1-1.5r/min,定量包括搭接率 45%,保护气流量 20L/min。在激光熔覆前,样件在200℃预热1h。
按初步设计的工艺参数,制备了不同工艺参数下的熔覆样品进行表面硬度检测,结果显示工艺参数对熔覆层表面硬度均匀性和表面硬度值影响显著。其中激光功率 1700KW、扫描速度 12mm/s 、送粉速度 1.2r/min 的工艺制备的试样平均表面硬度约为 528HV,满足曲轴激光熔覆表面硬度 >500 HV 的要求,同时具有相对低硬度值和硬度波动,可保证材料具有较好的韧性。按此工艺制备试样进行拉伸试验,拉伸强度和塑性均明显提升,与其他工艺相比抗拉强度达到1200MPa 级别,延伸率由完全脆断提高至 4%~5% 。因此最佳熔覆工艺参数为1700W-12mm/s-1.2r/min-45%-20L/min。
三.激光熔覆质量评估
42CrMo 材料曲轴激光熔覆后的质量与性能检测极为关键,它是确保曲轴装车后能否安全、稳定、高效服役的必要环节。从外观、金相、硬度、力学性能等细致考量,制定了全面的质量检测方案。
1. 宏观
曲轴熔覆层的外观表面平整,存在轻微的波纹。加工后对宏观形貌进行分析,可见激光熔覆层、热影响区、基材之间边界清晰,结合处无未熔合或剥离现象,呈现良好的冶金结合特征。
2. 无损检测
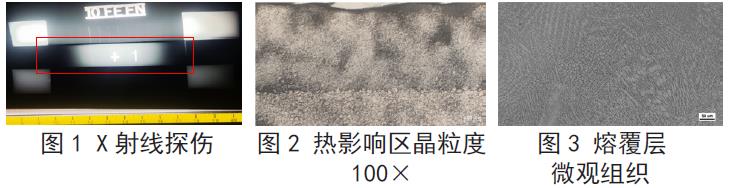
对于激光熔覆区域,采用渗透、磁粉和X 射线探伤(图1)联合检测的方案。三种检测方法相结合,实现了对激光熔覆区域从表面到内部的系统检测,检测结果未见裂纹。
3. 微观
在微观视野时,熔覆区域存在个别气孔,最大直径 29.176um。这表明在激光熔覆过程中,气体的逸出情况得到了较好控制。按照 GB/T 42401-2023《激光熔覆修复缺陷质量分级》中有关孔隙缺陷分级的判定标准中严格一级的要求( d⩽0 .2H,单层气孔的投影面积占比 ε ⩽1% ),满足标准中严格级的要求。热影响区金相照片(图2),晶粒度8 级;熔覆区域金相照片(图3)。
4. 硬度
将激光熔覆试样外表面加工光滑后以每次单边加工 0.2mm 的要求,测量圆周各深度 4 个不同位置的宏观硬度均在 528HV 以上。对激光熔覆试样从表面至心部对微观硬度梯度进行检测,检测结果显示激光熔覆部分微观硬度均在600HV 左右 , 满足产品表面 500HV 的要求。
5. 拉伸性能
对激光熔覆试样开展拉伸试验,结果显示两只试样断裂位置均处于基材区,两只试样抗拉强度分别达到 898Mpa、869Mpa,大于产品要求的 833Mpa。表明经激光熔覆处理后,熔覆层与基材形成了良好的结合,其强度高于基材自身强度。熔覆层表现出了良好的承载能力和强化效果,使得材料在承受拉伸载荷时,薄弱环节仍为基材本身。
6. 冲击性能
采用热处理后的激光熔覆试样进行冲击试验,结果开口在熔覆层侧面的试样冲击性能平均 17.3J,与原材料要求的 39J 相比明显偏低。这是因为熔覆层硬度、强度增高,但塑性变形能力下降,能量吸收能力变弱。对此与热处理后氮化的开口在氮化层侧面的试样冲击性能进行对比试验,开口在氮化层侧面的冲击性能平均为 10.3J。说明激光熔覆试样的冲击性能满足要求。
7. 残余应力
对曲轴激光熔覆试样的表面均匀取 5 个点位沿圆周切向 (X) 方向和径向方向(Y) 进行表面残余应力检测,选取3 号点位按照200um 深度逐次剥层至基材,对内部的残余应力进行检测。结果均为负值,即残余应力均为压应力。压应力可抵消部分外加拉应力,使得实际作用在材料表面的拉应力减小。提高了材料抵抗疲劳裂纹萌生和扩展的能力,从而延长材料的疲劳寿命。
8. 耐腐蚀性能
采用 PH 为 6.5-7.2 的 50% 浓度 NaCl 溶液对激光熔覆层和基材进行中性盐雾试验。基材在暴露 1h35min 时表面出现可视锈蚀,熔覆层在暴露 2h 时表面出现可视锈蚀。这是激光熔覆工艺在 42CrMo 基材表面形成了一层具有良好抗腐蚀能力的熔覆层。该熔覆层具备致密的组织结构,能够有效阻挡盐雾环境中腐蚀性介质向基材的渗透,从而为基材提供了可靠的防护屏障。
结论
通过激光熔覆方案设计,确定了合理的工艺流程;工艺参数经大量试验筛选,确定了最佳工艺。针对曲轴运用的严苛条件制定了一套完整的质量检测方案,质量评估显示熔覆层表面平整,与基材呈良好冶金结合,力学性能优于氮化后的基材;盐雾试验证明熔覆层耐腐蚀性优于基材。综上,激光熔覆技术可有效修复 42CrMo 曲轴的轴颈缺陷,修复质量满足相关标准、技术的要求,可保障其服役性能。研究为激光熔覆在重载发动机关键部件修复中的应用提供支撑。
参考文献:
[1] 李嘉宁 . 激光熔覆技术及应用 [M]. 北京 : 化学工业出版社 ,2016
[2] 张永康,崔承云,肖荣诗 . 先进激光制造技术(第二版)[M]. 北京 :清华大学出版社,2024
韩少龙(1988.2-),男,汉族,甘肃庆阳人,本科,高级工程师,从事工作:柴油机组装工艺师
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)