.jpg)
打磨电机异常掉落原因及解决方案研究

李建松 姜子良 谢尚
中国铁路南宁局集团有限公司柳州工务机械段 广西柳州 545005
0 引言
PGM-48 型钢轨打磨列车是一种结构复杂、控制先进,集机、电、液、气及计算机技术于一体施工设备,主要用于消除钢轨波磨、肥边、鱼鳞纹等钢轨损害及新线钢轨的预防性打磨。该种设备的投入使用大幅度的提高了钢轨利用率,延长了使用寿命,改善了旅客列车舒适度,缓解了列车病害。钢轨打磨作业首要的是保证作业过程不能在钢轨上面留下明显的打磨痕迹,而打磨电机在车辆停止过程的情形下掉落钢轨,会对钢轨留下非常明显凹痕,严重时会导致钢轨不能使用,需要更换钢轨,这带来非常大的安全隐患和经济损失,因此从电气、液压原理角度分析电机掉落异常原因并提出最终的解决方案显得尤为必要。
1 打磨电机提升的液压原理
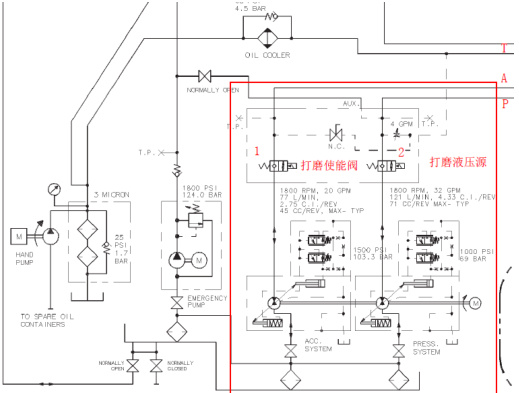
打磨压力源是由一个 22kW 的异步电机驱动两个液压泵提供整个打磨系统的液压动力,如图 1 所示,其中背压源的压力为 103.3bar,正压源的压力为69bar。
正压压力泵通过 2 号打磨使能阀(不得电单向导通,得电双向导通)和 P管向打磨正压油路系统供油,背压压力泵通过 1 号打磨使能阀(不得电单向导通,得电双向导通)和 AA 管向打磨被压油路系统供油,打磨油最终通过 T 管以及冷却器回到油箱,这样油路形成循环,并在循环中冷却。
图 1
打磨使能阀还是继续保持得电状态,那么蓄能器内部的油就会通过 A 管、1 号打磨使能阀、背压打磨泵(能够反转)回到油箱,这个过程 1s 左右就会完成,蓄能器内部压力在1s 钟左右完成泄压,打磨磨头掉落钢轨。
2 打磨泵电机电气控制原理
由上述分析可知,打磨泵驱动电机启停和打磨使能阀得电失电之间的控制直接关系到打磨电机的安全作业。
因此可以得出:只要保证蓄能器压力稳定在 57.9bar 左右不泄压,那么打磨车无论是在作业过程中或是停车状态下,打磨磨头在正向压力不足或泄压得情况下,都能够提升。
图 3
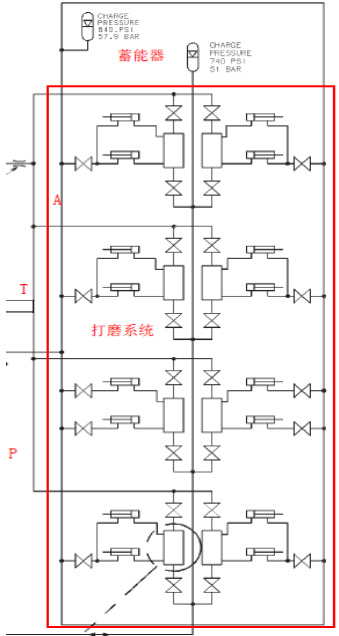
每一节打磨车有 16 个打磨电机,P 管正压油通过打磨阀组作用下压油缸的无杆腔,再由 T 管回油,同时与一个提供压力为 51bar 的蓄能器相连;A 管背压油直接与一提供压力为57.9bar 的蓄能器相连,如图2 所示液压原理。
图 2
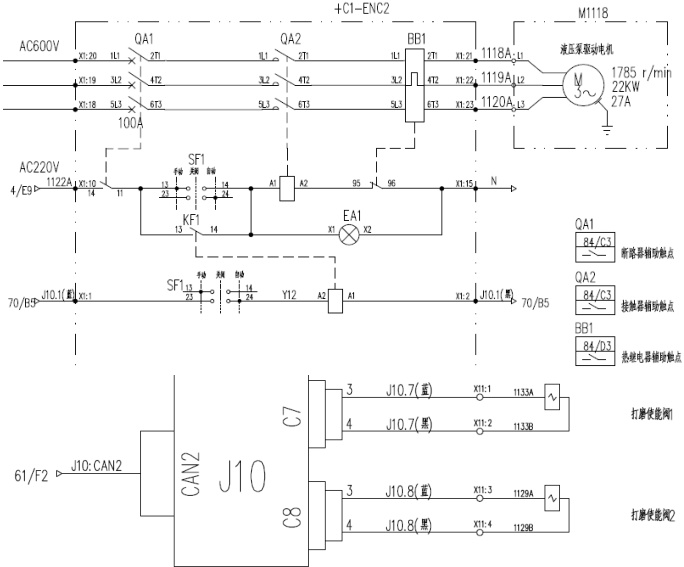
原理图如图 3 所示,DO(数字量输出)模块的 J10:C1 通道用于控制打磨泵电机的启停控制,J10:C7 和 J10:C8 通道分别控制打磨使能阀 1 和打磨使能阀2 得电与失电,主要的控制逻辑如下:
但是有一种情况:如果驱动打磨泵的打磨电机断电导致瞬间停转,而 1 号泵电机启动: J10:Cl=1 ,延时5s 后, J10:C7=1 和 J10:C8=1 ;
泵电机停止: J10:C7=0 和 J10:C8=0,延时 5s 后,J10:C1=0 ;
打磨使能阀 1 和 2 的控制是与打磨泵电机的启停控制相关联,而启停控制的命令是由上位机发送到底层模块的。打磨泵电机能否正常运转除了受上位机的控制之外,还与发动机的启停相关联,因为由图 3 可以看出打磨泵电机的供电电压是AC600V,这个电压源是由主发动机驱动的主发电机提供的。
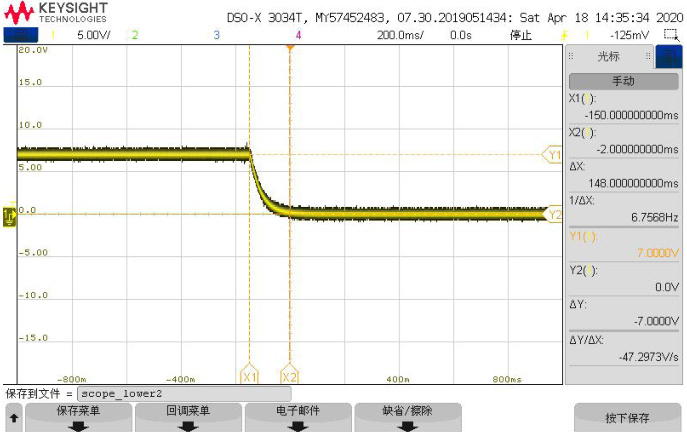
图4 是由示波器捕捉的打磨泵电机在发动机紧急停机状态下负载电流波形,由此可以看出如果发动机异常停机,发电机电压会在 148ms 内迅速由 AC600V跌落到 0V。因此在发动机异常停机的情况下,原先的控制方式存在巨大的安全隐患,打磨泵电机的启停控制命令下发的时效性直接关联打磨使能阀的关闭,影响打磨砂轮运行的安全。
图4 泵电机电流跌落
3 打磨泵电机运行时序分析
由上述分析可知,打磨泵电机的启停控制命令下发的时效性是影响打磨砂轮运行的安全的一个关键因素。
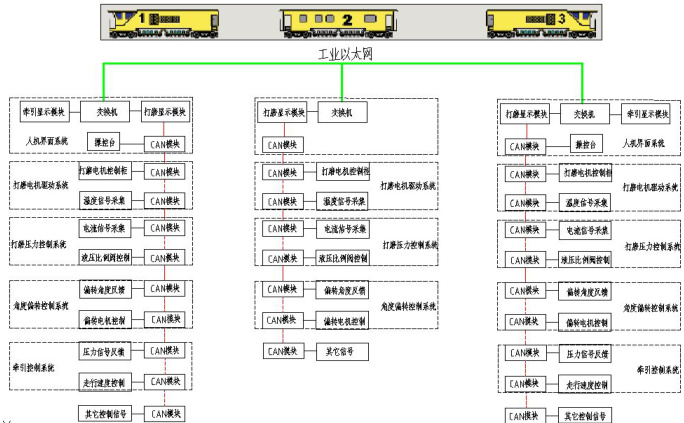
PGM-48 型打磨车的网络架构分为两层,车与车之间的数据是采用以太网传输,本车之间的数据是采用CAN 总线传输,整车的网络架构如图5 所示。
图 5
发动机紧急停机有一个状态信号,由操控台内部的 DI(数字量采集)模块采集,通过 CAN 总线输出到人机显示模块,显示模块接收到紧急停机信号经过运算处理下发一个打磨泵电机停止的命令,在本车通过 CAN 总线下发到底层 DO 模块 J10,执行泵电机停止命令:J10:C7=0 和 J10:C8=0,延时 5s 后,J10:C1=0 ;同时还要将打磨泵电机停止的命令通过以太网传输到它车,执行泵电机停止命令,具体的时序见图6 所示。
图 6
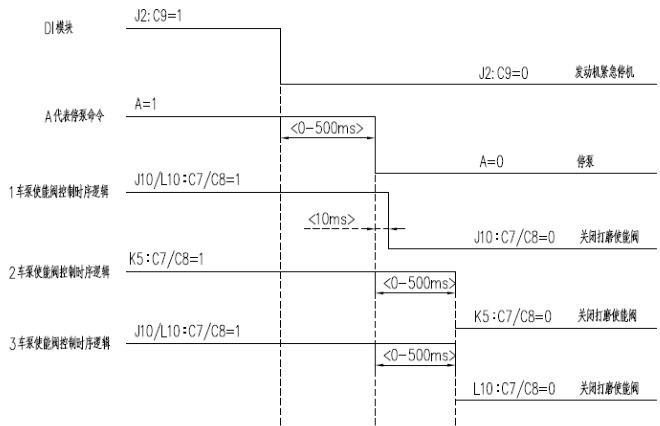
由图 6 可知,在发动机紧急停机后,本车(图中 1 号车)最长经过 510ms左右打磨使能阀关闭(失电),它车(2、3 号车)最长经过 1s 左右打磨使能阀关闭(失电)。但从图 4 所示的泵电机电流跌落曲线可知,发电机电压在发动机紧急停机后 140ms 左右就会跌落为 0V,之后打磨使能阀依然得电,那么蓄能器压力就会通过 A 管、1 号打磨使能阀、背压打磨泵(能够反转)完全泄压,从而导致打磨砂轮掉落到钢轨上面。
如果发动机不是紧急停机,而是本身异常导致停机,这时就不会有紧急停机信号(J2 :C9 所采集),那么上位机不会及时发送打磨泵电机停止命令,打磨砂轮会更加容易掉落到钢轨上面。
4 打磨电机异常掉落解决方案
在 1/2/3 车每个打磨泵电机控制箱里面增加一个电流传感器,用于采集打磨泵电机的运行情况。由图 5 可知,打磨泵电机在高速的时候额定电流7x5=35A 左右;由图 7 可知,怠速时额定电流 3.625x5=18.125A 左右,因此判断电机电流小于 18A(可以设置),认为泵电机运行异常,这个时候 DO 模块将打磨使能阀关闭,保证打磨砂轮运行安全。
图 7
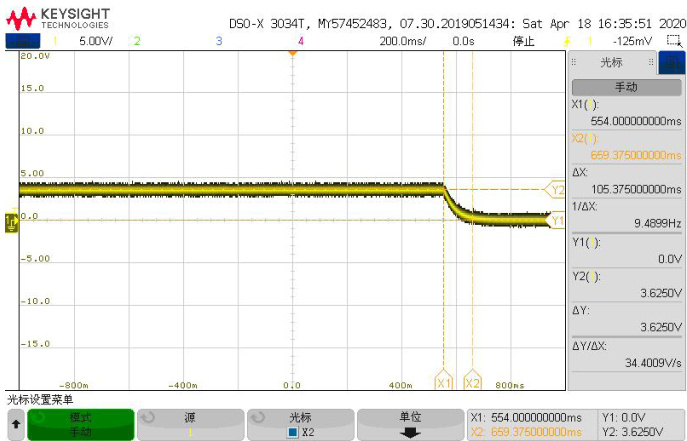
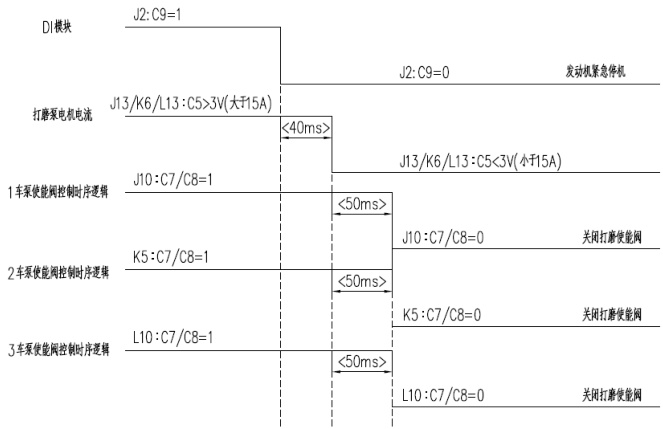
图 8 是在 1/2/3 车每个打磨泵电机控制箱里面增加一个电流传感器之后的一个时序逻辑,由此可见,增加电流传感器之后,触发信号和控制打磨使能阀关闭的信号都在本车 CAN 网络内部,极大缩短处理和通信的时间,发动机紧急停机之后(无论是人为还是自然停机),1/2/3 车都能在最长 90ms 内将打磨使能阀关闭,这个时候发电机电压还没有跌落到 0V,打磨泵就没有反转,蓄能器也不会泄压,这样可以解决在发动机停机(无论是人为还是自然)之后打磨电机掉落钢轨的隐患。
图 8
这个方案在一台 PGM-48 打磨车经过反复验证,没有出现在发动机停机异常停机之后打磨电机掉落钢轨。
5 结论
本文从电气、液压、网络三个层面分析了影响打磨电机异常掉落钢轨的的原因,并在此基础上提出了可靠的解决方案:通过增加电流传感器采集打磨泵电机的相电流,实时监控打磨泵电机的运行情况,同时用本地化的模块采集电流数据,本地模块处理数据,这样大大的节约故障信号来临时的应对速度,提升了故障处理速度,保证了现场施工安全,经过现场PGM-48 型打磨车反复验证,该方案被证实是安全可靠的。
.jpg)
.jpg)
.jpg)
.jpg)