.jpg)
一种无工作台激光校正垂直度攻丝机夹头与工艺方法

宁允展 白文远 李肇星 郭锐
中车青岛四方机车车辆股份有限公司转向架分厂 山东青岛 266000
0. 引言
转向架作为轨道车辆的重要组成部件,实现承载、走行、减振缓冲等功能,对车辆运行的平稳性及安全性起到至关重要的决定作用。转向架以构架为主体结构,并搭载包括悬挂、牵引、制动及管路等重要装置,其中部分装置通过螺栓连接固定在构架上,由此构架各连接处的螺纹质量就尤为重要,针对目前自动、手动相结合的构架螺纹孔攻丝加工现状,本文研究一种新型装置提升手动攻丝精度,提升其作业质量。
1. 研究背景
轨道交通作为国家交通体系的核心设施,在促进经济发展、区域交流、便捷人民出行等方面具有重要意义。《中长期铁路网规划》提出到 2025 年,全国铁路营业里程将达到17.5 万公里左右,其中高速铁路约3.8 万公里,进一步优化路网结构,强化骨干作用 [1]。为适配国家铁路的快速发展,新造动车组及城轨交通时,应提高制造效率,进一步保证成品质量,实现生产高质高效化,由此对生产作业流程中发现影响作业效率和质量的项点需进行逐步改善和提升。
在进行构架加工时,在小批量制作、单件试制以及螺孔直径较小时,一些部位螺纹由于部件结构的问题或空间角度的问题难以在数控加工中心进行引头加工。而大型数控加工中心由于加工夹具配件不适用工件结构的要求,或其攻丝螺纹直径较小,不适合进行构架等大型设备加工,因此采用手工引头攻丝。
而手工引头定位攻丝,定位精度跟员工技能有关,定位精度误差较大,一般垂直度误差能达到1 到3 度,影响螺栓组装后的精度。
因此设计一种无工作台激光校正垂直度攻丝机夹头,现装置使用激光反射找正垂直度适用于任何角度引头攻丝,攻丝质量稳定、适用范围广。
2. 无工作台激光校正垂直度攻丝机介绍
2.1 装置由激光校正垂直度攻丝机夹头结构组成激光校正垂直度攻丝机夹头结构组成各部分如下;
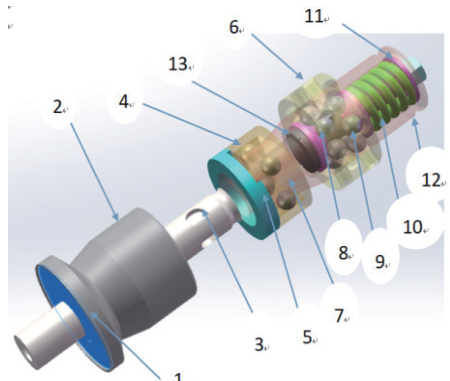
该装置主要包括(1)反射镜片(2)手持体;(3)丝攻夹持杆;(4)锁紧套(5)限位环;(6)离合器外圈;(7)锁紧钢球;(8)离合器钢球压板;(9)离合器钢球;(10)调压弹簧;(11)弹簧压盖;(12)夹头主体;(13)螺杆;(14)激光束发射器组成,如图1 所示。
图1 无工作台激光校正垂直度攻丝机结构示意图
2.2 激光校正垂直度攻丝机夹头结构安装方式
将夹头主体后端插在攻丝机夹头安装孔内;将丝攻安装在丝攻夹持杆前端丝攻安装孔内;再将丝攻夹持杆后端插入夹头主体前端夹持杆安装孔内;转动锁紧套将锁紧钢球压入丝攻夹持杆上的钢球座孔内锁紧丝攻夹持杆,通过限位环限制锁紧套的周向锁紧和打开位置。
2.3 激光校正垂直度攻丝机夹头结构工作原理
手持手持体调整攻丝机位置使丝攻对准将要攻丝的底孔,将激光束发射器放置于丝攻的旁边,打开激光束发射器开关发射激光束照射至反射镜片上,通过反射镜片反射的光斑与激光束发射器的激光孔重合即为丝攻轴线与螺纹底孔
端面垂直。
开动攻丝机攻丝机的扭矩通过离合器外圈的矩形键将扭矩传递到双排离合器钢球上,通过双排离合器钢球将扭矩传递到夹头主体上,再将扭矩通过锁紧钢球传递到丝攻夹持杆上带动丝攻扭转攻丝。
到丝攻所受扭矩过大发生卡滞时,攻丝机的扭矩通过离合器外圈的矩形键传递的扭矩将推动双排离合器钢球向内移动推挤两片离合器钢球压板向两边分开,使离合器钢球离开离合器外圈钢球窝,离合器外圈就相对于夹头主体发生打滑,从而防止丝攻折断。
离合器组成由离合器外圈、离合器钢球压板、离合器钢球、调压弹簧、弹簧压盖、螺杆六部分构件组成。扭矩大小通过扭转螺杆的螺母压紧弹簧压盖使调压弹簧压缩,通过弹簧的弹力持续作用到上下离合器钢球压板上,压力再通过离合器钢球压板推挤离合器钢球使钢球压紧在离合器外圈的钢球窝内,从而传递攻丝机提供的扭矩。
3. 装置优点
1. 大型零部件或无法移动的零部件,由于不方便使用工作台定位需要攻丝时,一般用人工引头定位攻丝攻丝,定位精度跟员工技能有关,定位精度误差较大,一般垂直度误差能达到 1°到 3∘ 影响螺栓组装后的精度,使螺栓紧固后螺母与零件端面不平行,使螺栓端部受力不均影响螺栓强度,无工作平台使用工件螺孔表面确定垂直度,适合大型零部件或无法移动的零部件引头攻丝
2. 使用激光校正垂直度攻丝机夹头配置气动或电动攻丝机安装在移动攻丝机小推车上,运载移动方便可以实现在比较大型的零部件上快速定位攻丝。使用攻丝设备随工件位置大范围移动工件端面定位的攻丝方法,减少了大型工件吊运的频次节约了运输成本。
3. 使用激光校正垂直度攻丝机夹头,利用工件表面找正螺纹垂直度,使攻丝定位基准符合螺纹连接时的工况要求。
4. 使用激光校正垂直度攻丝机夹头定位精度高,可以很稳定的将螺纹垂直精度控制在 0.5∘ 以内,减少由于攻丝时垂直度超差而产生的返工和零部件报废的问题,节约生产成本。5. 手工引头攻丝改为气动或电动工具引头攻丝,可以提升攻丝效率 1 倍以上,同时降低劳动强度。6. 使用攻丝设备随工件位置大范围移动工件端面定位的攻丝方法,减少了大型工件吊运的频次节约了运输成本。
4. 结论
根据本文以上对于无工作台激光校正垂直度攻丝机的论述可知,首先,以激光校正垂直度指导手动攻丝作业,提升了手动攻丝质量,避免了由工人操作误差可能带来的返工返修问题,提升了作业效率。该装置运载移动方便,节约了运输成本,气动或电动取代手动,降低工人劳动强度。
结束语
通过发现现场生产问题,并以现有工装为基础加入新技术进行改善,设计出更为方便快捷的工装,以低成本来实现更多的效率和质量提升,是新时代工业生产发展趋势。
参考文献:
[1] 黄欣荣 , 阴法明 , 朱国巍 . 城市轨道交通概论 [M]. 人民邮电出版社 :202203.151.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)