.jpg)
双滑枕数控立式车床铣削主轴硬件编码器故障分析与处理

文献
中车株洲电力机车有限公司 湖南 412001
1、设备简介
RQMC 双滑枕数控立车系德国NSH 公司立车系列产品,采用德国西门子840DSL 数控系统,机床配备 2 个电源模块(ACtive line module),6 个主轴驱动模块 (HSI-HS6),1 个刀库驱动模块(双轴CWI、CW2),4 个进给轴驱动模块(X1、Z1、X2、Z2),1 个安全门驱动模块(ART),为了提高生产效率,该数控立车配置有两个滑枕,两个刀库,双通道工作,能实现两个滑枕同时插补加工,专门为盘类零件的自动化加工而设计开发。
2、故障现象
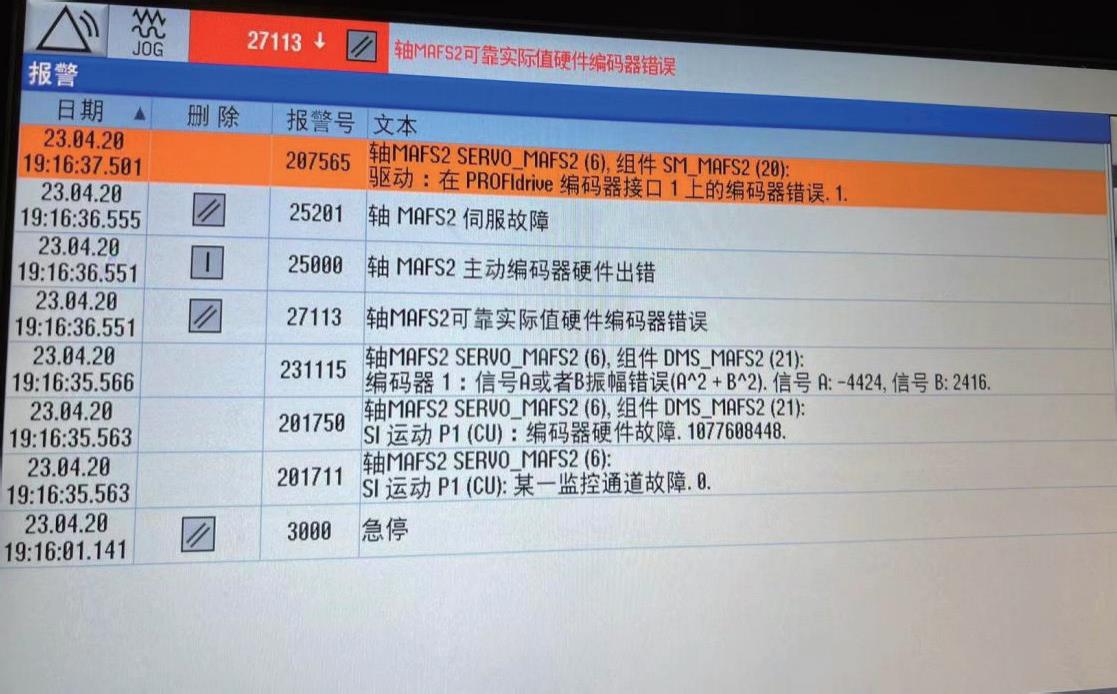
RQMC 双滑枕数控立式车铣中心铣削主轴在加工过程中突然出现 25000 轴 MAFS2 主动编码器硬件出错,同时出现 231115 编码器 1 :信号 A 或者 B 振幅错误报警(信号 A :-4424、信号 B :2416), 断电重启后 , 铣削主轴回零又出现轴 MAFS2 轮廓监控报警,通过手动旋转铣削主轴后,重启试车故障依旧。
3、故障原因分析
通过以上故障报警信息,初步判断为一下几个原因:铣削主轴编码器电缆屏蔽不行存在干扰、铣削主轴编码器电缆接触不良或断线、铣削主轴编码器信号转换模块故障、铣削主轴编码器读数头损坏或者存在杂物。
3.1 铣削主轴编码器电缆屏蔽检查
结合以上分析的原因,遵循先简单后复杂的的故障处理思路,首先对铣削主轴的编码器电缆屏蔽进行检查,通过检查后发现编码器电缆屏蔽压接卡扣存在松动现象,对其紧固后,试车故障依旧。
3.2 铣削主轴编码器电缆检查
根据铣削主轴编码器电缆的接口和型号,找来一根同型号编码器电缆,通过外接替换的形式进行故障诊断,连接上后机床上电,旋转主轴,机床还是出现同样报警,排除铣削主轴编码器电缆自身问题。
3.3 主轴编码器信号转换模块检查
通过翻阅机床电器原理图,在铣削主轴编码器信号反馈的回路中,还设置有一个信号转换模块,根据信号模块的位置,拆开铣削主轴的前端盖,对铣削主轴编码器信号转换模块进行检查更换,故障依旧。
3.4 铣削主轴编码器读数头测试
打开铣削主轴的侧面边盖,找到主轴编码器,将读数头与信号转换模块的连接头拆掉,确定读数头的接口后,找到相对应接口的转接电缆,连接上编码器测试仪。在根据铣削主轴选用的编码器型号,确定编码器的信号输出类型和 ID,通过查找铣削主轴编码器的信号输出类型为增量信号,ID 为 :385489-07。[1] 然后打开电脑里的测试软件,选择增量信号测试,输入编码器ID,在手动慢速旋转铣削主轴,观察测试软件上编码器的反馈信号是否正常,发现编码器的反馈A、B 信号极不稳定,以此锁定故障原因在主轴编码器读数头上。
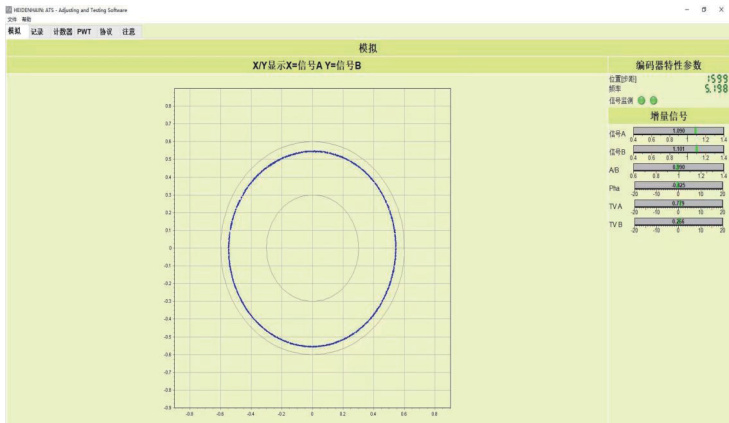
图3 编码器测试界面
4、故障处理
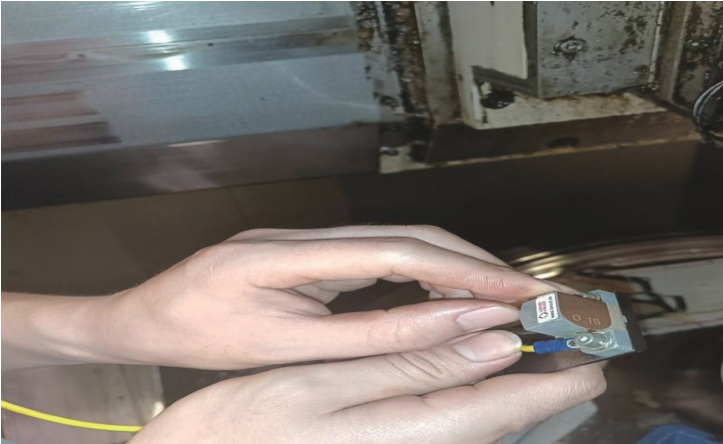
根据以上原因分析,拆检铣削主轴编码器,拆检后发现编码器读数头与码盘之间存在很多切削液的残留物,估计造成编码器硬件故障就是读数头不干净导致的。拆掉主轴编码器读数头的固定支架,用无水乙醇和毛刷清理读数头与码盘上的脏物。清理干净后,重新对读数头进行安装,安装后需对读数头和码盘的间隙进行调整,确保间隙控制 0.1mm-0.2 ㎜之间,间隙过大将导致读数头读取不到信号,间隙过小又会导致码盘刮伤读数头。调整时准备好0.15㎜的铜片,将其放在读数头与码盘的中间,然后用手轻压读数头支架,在慢速转动主轴,检查主轴转动是否灵活,有无卡滞现象,确认好后,将读数头支架固定螺栓紧固后,在慢慢抽出铜片。然后在对读数头的上下位置进行调整,因支架左右位置有定位键进行定位,上下位置只要将读数头的中间位置对准码盘齿就可以了。安装好后在根据上面的测试步骤对编码器进行重新测试,测试后发现信号依然很不稳定,故障依旧。
图4 编码器读数头间隙调整
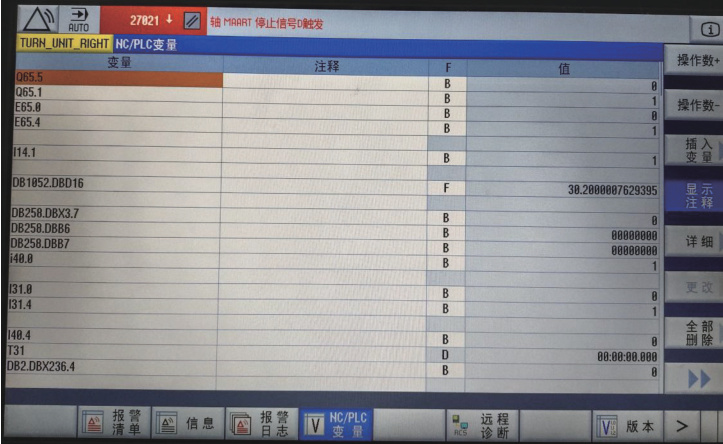
最后通过更换新的编码器读数头,试机故障解除,试机时一定要注意铣削主轴的液力耦合器位置是否正确,在 PLC 监控界面输入 E65.0、E65.4 两个信号点,观察液力耦合器结合和松开接近开关的状态,如果正常则角度不需要调整,如果不对,则需在轴参数 34090 里来进行调整。主轴角度调整时需将主轴定位在 0∘ 位置,将轴锁紧后,结合液力耦合器,(角度相差 0.5∘ 以上液力耦合器就不能结合)结合进去后,松开轴锁紧,在将液力耦合器松开,通过观察加工界面主轴的现在角度值,可以直接判断主轴定位角度是否与耦合角度重合,控制角度偏差在 0.01-0.03 ㎜以内为合格,超过此值,则将其输入轴参数 34090 即可。然后在将主轴定位至 0∘ ,在结合和松开液力耦合器,重复以上动作,直至液力耦合器能正常的结合和松开。[2]
图5 液力耦合器接近开关PLC 监控界面
5、结束语
此次双滑枕数控立车主轴编码器故障是电气硬件和电气控制问题的结合,处理此类故障时需要对机床系统的硬件组成、专业测试软件的使用、PLC 系统监控有一定水平的认知。在充分分析故障原因和了解机床系统硬件组成后,才能对其进行处理。通过这次故障处理,也充分认识到自己不足,在以后的工作中需加强对机床电器控制与调试方面的学习。
参考文献:
[1] 吴玉厚,张丽秀. 高速数控机床电主轴控制技术[M]. 科学出版社,2013
[2] 陈先锋. 西门子数控系统故障诊断与电器调试[M]. 化学工业出版社,2012
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)