.jpg)
高温水源热泵在啤酒厂二次冷凝水余热回收中的应用研究

杨润 马杰 王健 金立文
西安交通大学 陕西西安 710049; 江苏金通灵光核能源科技有限公司 江苏无锡 214100
1. 引言
1.1 研究背景与意义
啤酒厂是能源消耗大户,麦汁煮沸又是啤酒制造中的一个重要步骤。这个过程的目的是蒸发水分、浓缩麦汁、对麦汁进行灭菌和酶钝化、使蛋白质变性絮凝,以及提取酒花的有效成分,都需要大量的热量。以某啤酒厂为例,该厂采用常压煮沸工艺,煮沸过程中产生的二次蒸汽冷凝水直接排入市政下水道,不仅浪费能源,还造成了白色污染。此外,麦汁煮沸过程中消耗的蒸汽量约占啤酒总用汽量的 40% 至 50%,啤酒的蒸发率约为 6%。因此,为了实现能源的综合利用,有必要探讨麦汁煮沸系统的节能方案,特别是如何回收利用麦汁煮沸工艺中的二次蒸汽冷凝水的热能。这个问题已经成为啤酒厂节能降耗、降低成本、提高经济效益的关键技术之一。基于此,主要研究方向是如何有效回收并再利用麦汁煮沸过程中二次蒸汽冷凝水的热能,并通过热泵机组生成 90℃的高温热水供生产使用,从而实现啤酒厂糖化车间综合节能降耗[1-2]。
1.2 研究现状
近年来,随着国内啤酒行业的迅速扩展,啤酒公司在啤酒生产过程中的节能减排、降低生产成本方面投入了更多努力,以提高企业的盈利能力,打造绿色能源工厂。高温热泵技术凭借其独特的运行原理,正在迅速成为啤酒厂节能改造的重要部分,各类以之为主体的高效余热利用方案也逐步应用到啤酒生产的各个环节。刘军利用热泵系统对巴氏杀菌机进行余热回收,研究了多种余热回收的技术路线,提出了节能改造性能的评价方法[3]。叶露阳等利用溴化锂机组对冷凝水进行了热回收,通过实际运用解决了废热排放时的闪蒸问题,并降低了蒸汽消耗 [4]。本文选择对某啤酒厂的糖化车间二次冷凝水余热进行热泵节能改造,分别通过对二次冷凝水排水温度以及运行时间上分析,验证热泵技术在糖化车间二次冷凝水节能改造中不同改造方式的经济性。
尽管国内外在啤酒厂高温水源热泵余热回收技术的应用研究方面取得了一定成果,但是仍然存在一些不足之处。由于各种啤酒在生产过程中的工艺复杂多变,导致二次冷凝水的温度、流量等参数会随着生产工艺的变化而波动,这使得高温水源热泵在节能改造中的稳定运行迎来了挑战。当前针对高温水源热泵在复杂运行环境下的稳定性和适应性的研究相对较少,亟需展开深入的研究探讨。
1.3 研究目的与方法
本文通过对某啤酒厂的实际案例进行研究分析,从而评估该技术在啤酒生产中的节能效果、经济效益以及环境效益,为啤酒厂的余热节能改造提供科学依据和实践指导。具体而言,本文精确量化了高温水源热泵系统回收二次冷凝水余热的能力,确定系统在不同工况下的性能参数,如制热量、制冷量、功率和性能系数(COP)等;分析了在不同排水温度下,对余热回收系统的性能和经济性影响,从而寻求最佳的排水温度,以实现能源利用的最大化;对比全天运行和错峰运行两种模式下,高温水源热泵系统的运行成本和收益,为啤酒厂选择最优的运行策略提供了参考;探讨了高温水源热泵技术在啤酒厂二次冷凝水余热回收应用中可能面临的技术挑战,并提出了合理的解决方案。
2. 高温水源热泵及啤酒厂余热回收相关理论
2.1 高温水源热泵工作原理
高温水源热泵作为一种高效的节能改造设备,其工作原理是基于逆卡诺循环,系统的主要部件为蒸发器、压缩机、冷凝器和膨胀阀,通过逆卡诺循环实现热量从低品位热源向高品位热源的转移。具体工作过程如下:在系统循环中,低温低压的制冷剂液体进入蒸发器,在蒸发器内,制冷剂与作为低品位热源的二次冷凝水进行热交换,吸收二次冷凝水中的热量,使制冷剂变成低温低压的制冷剂气体,进入到压缩机中绝热压缩,制冷剂变成高温高压的制冷剂气体。进入冷凝器与热能水换热,变成常温高压的制冷剂液体,通过膨胀阀节流,变成低温低压的制冷剂液体,循环往复。
2.2 余热回收原理及计算方法
余热回收原理是基于热力学第一定律:在一个封闭系统中,能量不会凭空产生或消失,只会从一种形式转化为另一种形式。在啤酒厂二次冷凝水余热回收过程中,二次冷凝水携带的热能是一种低品位热能,高温水源热泵通过消耗一定的电能,驱动压缩机工作,实现制冷剂的循环,从而将二次冷凝水中的低品位热能提变为高品位热能,转移至热能水中,供给包装线使用,实现余热的回收利用。
基于上述原理,余热回收量的计算可以根据热力学公式进行。在理想状态下,不考虑散热等其他损耗,二次冷凝水可吸收余热热量的公式为:
Q= cmΔt
m=ρV

式中:
Q --二次冷凝水可吸收的热量(kW)
c --水的比热容( J/Ω(kg∙C) )
m --每小时二次冷凝水的排水质量 (kg) )
--二次冷凝水的温降 (C )
ρ --水的密度( kg/m3 )
v --每小时二次冷凝水的排水体积 (m3 )
t1 --二次冷凝水的进水温度( C )t2 --二次冷凝水的排水温度( X )
3. 啤酒厂二次冷凝水余热回收项目案例分析
3.1 啤酒厂概况
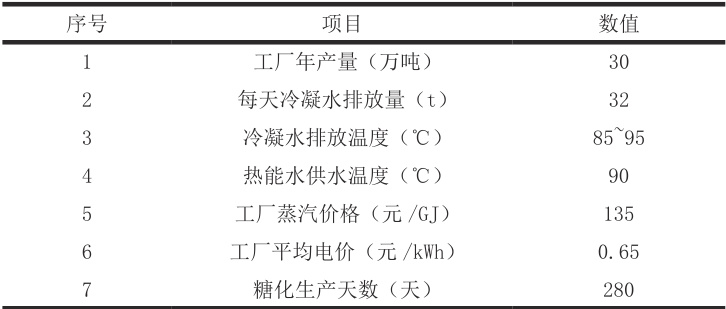
研究对象选取的啤酒厂位于华北地区,是一家具有多年历史的大型啤酒生产企业,在当地啤酒市场占据重要地位。该厂拥有先进的生产设备和完善的生产工艺,年产量达 30 万吨,产品涵盖普通啤酒、纯生啤酒、精酿啤酒等品种,以满足不同消费者的需求。概况如表1 所示:
3.2 项目技术难点及解决方案
在高温热泵运用于啤酒厂二次冷凝水余热回收项目中时,存在着诸多技术难点,这些技术难点对余热回收系统的稳定运行构成了挑战。
二次冷凝水的排放具有明显的周期性和集中性特点。糖化煮沸锅每锅的煮沸时间通常在75-90 分钟左右,而每锅间隔时间约为 120-140 分钟。在煮沸完成后,二次冷凝水会在短时间内集中排放,排放时很容易导致排水口被淹没,从而影响二次冷凝水的正常排放。若冷凝水不能及时排出,还可能引发煮沸锅憋压,给生产带来严重的安全隐患。为解决这一问题,我们采用了集水箱来收集二次冷凝水。集水箱具有较大的容积,可以储存一定量的冷凝水,可以有效缓解集中排水带来的压力。二次冷凝水泵根据集水箱内的水位和水流情况,自动调节运行频率,将冷凝水稳定地输送至后续处理环节,保证了水源热泵机组的稳定运行。
糖化二次冷凝水的排水温度相对较高,一般在 85℃至 95℃之间,而水源热泵机组的蒸发温度一般控制在 50℃以下。如果高温的二次冷凝水直接进入机组,会使机组超出正常运行范围,导致机组报警甚至还可能对机组内部的零部件造成热冲击,影响设备的使用寿命。为了解决水温过高的问题,项目设计了中间换热系统。通过水泵变频器调节一次侧循环水泵的频率,控制中间循环水的水温,将温水输送至水源热泵机组的蒸发侧,保证机组在正常温度范围内运行。
糖化二次冷凝水的水质比较脏,会直接影响到系统的热交换。二次冷凝水源于糖化煮沸过程中的蒸发环节,其成分中不可避免地包含糖类物质、微生物群落以及其他不可溶解的杂质。这些成分容易在管道内壁形成堆积,不仅会造成过滤系统堵塞,还会降低换热器的导热系数,从而影响系统的整体运行效率。为了优化系统内的水质,我们采用了多级过滤的解决方案。在二次冷凝水进入集水箱的前端,我们设置了初级过滤装置,用于过滤较大粒径的悬浮物。在集水箱与热泵机组之间的管路中,配置了具有自清洁功能的过滤系统,该装置可定期自动清除滤网上的杂质,确保过滤性能的持续稳定。
通过以上针对二次冷凝水排放周期性、水温高、水质差等技术难点的研究,项目构建了一个稳定且高效的余热回收系统,为高温水源热泵在啤酒厂二次冷凝水余热回收中的应用奠定了坚实的基础。
3.3 余热回收系统设计
为了实现啤酒厂二次冷凝水的余热回收,本项目设计了一套余热回收系统,该系统主要由集水箱、过滤器、换热板换、中间缓冲水箱、水源热泵机组以及各类水泵和阀门等部件组成,设计的原理图如下:
图 1 糖化二次冷凝水热回系统原理图
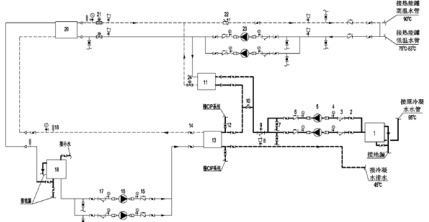
1. 集水箱 2.DN50 蝶阀 3.DN50 过滤器 4. 压力表 5. 二次冷凝水泵 6.DN50 单向阀 7. 排水阀 8. 自动排气阀9. 自清洗过滤装置 10. 气动截止阀 11. 一次换热板换 12. 快接手动蝶阀 13. 二次换热板换 14.DN65 蝶阀15.DN65 单向阀 16. 中间循环水泵 17.DN65 过滤器 18. 中间缓冲水箱 19. 温度计20. 水源热泵机组
21. 二次侧电动调节阀 22. 热能计 23. 热能水泵 24. 一次侧电动调节阀
通过集水箱(1)把间歇性排放的二次冷凝水收集起来,若集水箱(1)中的二次冷凝水大于 90℃,则通过二次冷凝水泵(5)将集水箱(1)中的高温二次冷凝水输送至一次换热板换(11)与热能水泵输送过来的低温热能水换热,通过一次侧电动调节阀(24)调节水流量来控制热能水出水达到 90∘C ;若集水箱(1)中的水温小于 90∘C 则气动截止阀(10)打开,将二冷凝水直接输送至二次换热板换(13)与中间循环回路中中间循环水泵(16)输送过来的中温水进行换热,通过水泵变频器调节中间循环水泵(16)的频率,控制中间缓冲水箱中(18)中的水温,通过中间循环水泵(16)将适温的水输送至水源热泵机组(20)的蒸发测,水源热泵机组(20)蒸发测吸收中间循环回路中的热量,将热量提供至热能水侧,将热泵水泵(23)输送过来的热能水通过二次侧电动调节阀(21)调节温度,使热能水出水达到 90∘C 。
高温水源热泵余热回收实验与数据分析
4.1 实验方案设计
本实验通过对不同工况下系统运行数据的采集与分析,为啤酒厂的节能改造提供科学依据。实验主要围绕以下几个方面展开:
实验主要研究高温水源热泵系统在不同排水温度下的性能变化,以及全天运行和错峰运行两种模式下的经济效益对比。对于不同排水温度的实验,通过水泵变频来控制流量,进而调节排水温度,分别将排水温度设定为 30∘C 、35℃、40℃、45℃、50℃,系统在每个温度点下稳定运行一段时间后,记录相应的运行数据,包括二次冷凝水的温度和流量、热能水的温度和流量、热泵机组的功率、制热量、运行时间等数据。在对比全天运行和错峰运行的经济效益时,设定全天运行模式下机组 24 小时不间断运行,错峰运行模式下根据当地电价峰谷时段,在谷时段满负荷运行,峰时段停止运行,记录两种模式下机组的耗电量、热收益以及其他相关数据。
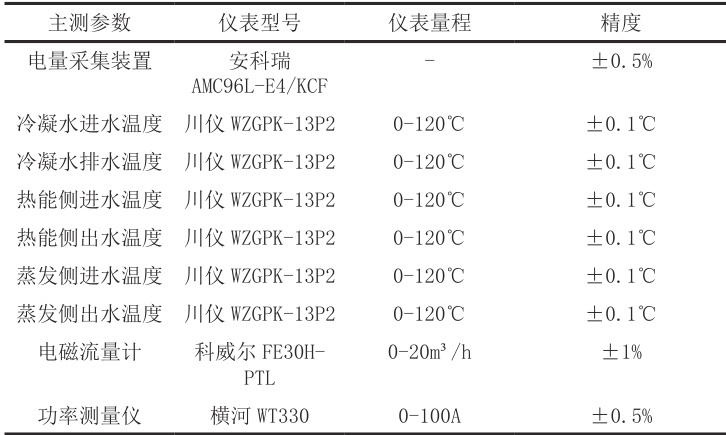
为了确保实验数据的准确性和可靠性,我们选用了高精度的测试仪表。电量采集装置采用的是安科瑞的AMC96L-E4/KCF,该装置能够实时、准确地采集热泵的电能数据,包括电流、电压、功率等参数,测量精度可达 ±0.5% 。水温传感器采用重庆川仪生产的 WZGPK-13P2 铂电阻式温度传感设备,其测量精度为 ±0. .1℃,能够精确测量二次冷凝水、热能水以及各换热环节的水温。电磁流量计选用德国科威尔仪表公司的 FE30H-PTL 型流量表,测量精度为±1%,可实时监测二次冷凝水和热能水的流量变化,确保对系统水流量的精确控制和数据采集。功率测量仪采用日本横河 WT330 功率测量仪,测量精度为 ±0.5% ,能够准确测量热泵机组的功率消耗。各测试仪表的量程和精度如表2 所示:
表格2 性能测试台所用测试仪表参数表
4.2 实验结果分析
4.2.1 不同排水温度对节能改造的影响
在实验过程中,通过控制系统的排水温度,研究了不同的排水温度对高温水源热泵余热回收系统性能的影响。实验结果表明,排水温度与机组蒸发温度、性能系数(COP)以及收益之间存在着密切的关系。
二次冷凝水侧的排水温度会直接影响机组的蒸发温度,在热能水出水温度相同的条件下,机组的性能系数会受到蒸发温度的直接影响。若蒸发温度升高,机组的性能系数也会相应上升,两者呈正相关的变化关系。但是工厂的产生的二次冷凝水的量是固定的,当我们为了提高排水温度以提升水源机组的蒸发温度时,会增加二次冷凝水侧的流量,直接导致机组运行时间的减少。这意味着,通过控制二次冷凝水的排水温度,我们可以优化热回收系统,提高能源利用效率。当排水水温度较高时,机组的性能系数更高,从而增加了节能效果。然而,如果用户要求降低排水温度以更加充分的回收热量,水源机组的性能可能会降低,但是机组运行时间会加长。因此,在设计和操作冷凝水回收系统时,需要综合考虑排水温度、回收效率和设备性能,以实现最佳的能量回收利用。
实验过程中,控制冷凝侧的出水温度为 90℃,蒸发侧二次冷凝水进水温度为 85∘C ,每天排水量为32t。按照中间换热板换的换热温差为2℃计算,如表:
表 3 不同排水温度对应收益
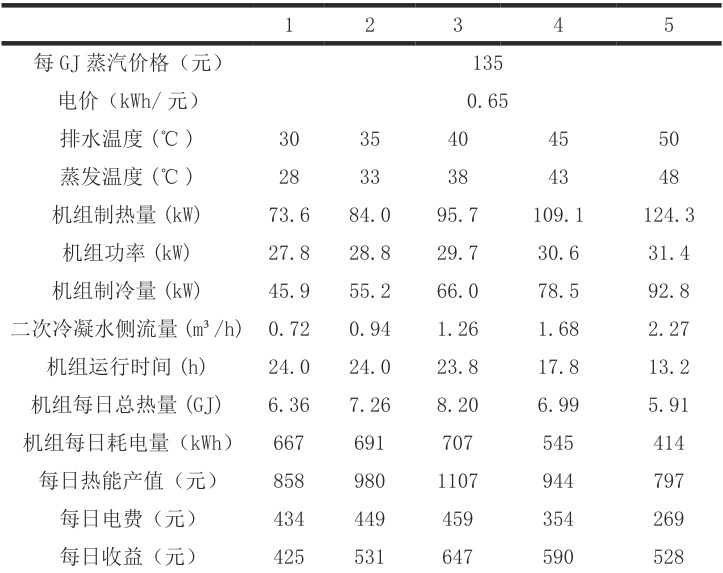
从表 3 中可以清晰地看出,当排水温度为 40℃时,每日收益为 647 元,在所有测试工况中收益最佳;而当排水温度为 30℃时,每日收益仅为 425 元,收益最差。这是因为在40℃排水温度下,机组的性能系数较高,能够以较低的能耗制取更多的热量,同时二次冷凝水侧流量和机组运行时间也处于相对合理的范围,使得余热回收系统的整体经济效益达到最优。但是随着排水温度的进一步升高,系统排水温度达到50℃时,此时机组的性能系数更高,但由于二次冷凝水侧排出流量大幅增加,导致系统的运行时间变短,使得每日总热量有所下降,最终收益不如在排水温度为 40∘C 的工况。综上所述,在本实验条件下,40℃是余热回收经济性最佳的排水温度。
4.2.2 全天运行和避免峰值运行的经济效益对比为了研究高温水源热泵余热回收系统在不同运行模式下的经济效益,本实验对全天运行和错峰运行两种模式进行了详细的对比分析。实验结果表明,两种运行模式在工程造价、电费、收益和投资回报周期等方面存在明显差异。
从工程造价来看,全天运行模式下的工程造价为 42.4 万元,而错峰运行模式的工程造价为 55.9 万元。错峰运行模式的工程造价相对较高,这主要是因为错峰运行需要配置更大功率的设备,以满足在谷时段集中处理二次冷凝水的需求,同时还会需要增加一些辅助设备和控制系统,以实现机组的错峰运行。
在电费方面,全天运行模式下,由于机组需要在 24 小时不间断运行,不能避开电价较高的峰时段,导致每日电费较高,每日电费为 459 元。而错峰运行模式充分利用了电力价格的峰谷差异,在谷时段满负荷运行,此时电价较低,仅为0.21 元/kWh,而在峰时段停止运行,从而大大降低了电费支出,每日电费仅为234 元。
通过对两种运行模式下的收益进行计算和比较,得到如表 3 所示的数据。
表格 6 全天运行与错峰运行对比
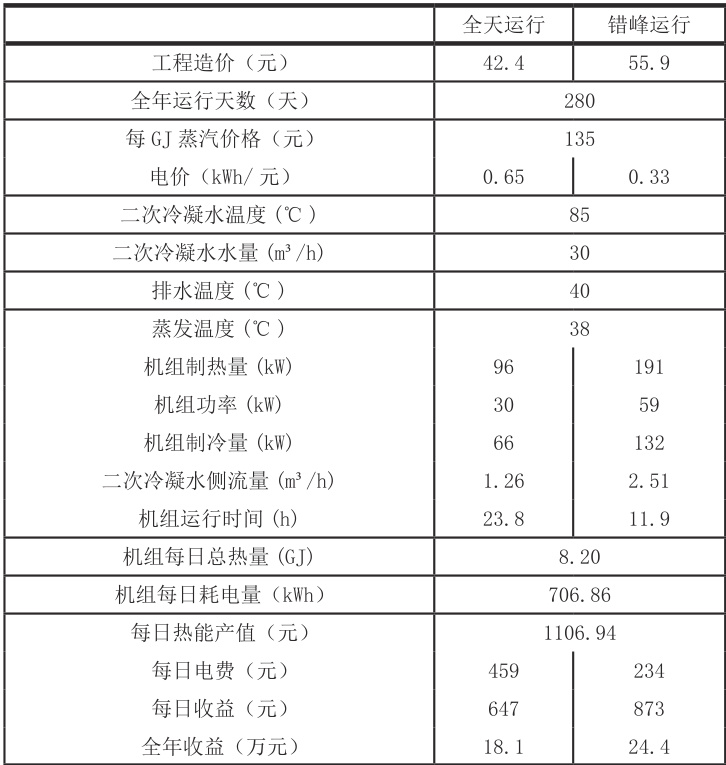
从表格中可以看出,全天运行的工程造价为 42.4 万元,错峰运行的工程造价为 55.9 万元。虽然错峰运行的初始投资较高,但其每日电费仅为 234 元,显著低于全天运行的 459 元。因此,错峰运行的每日收益为 873 元,而全天运行的收益仅为 647 元。从全年来看,错峰运行的收益为24.4 万元,而全天运行的收益为18.1 万元。
通过对比两种运行模式的投资回报周期,全天运行的投资回报周期为 2.33 年,而错峰运行的投资回报周期为 2.28 年。由此可见,错峰运行不仅能够带来更高的收益,还能够更快地回收成本。
综上所述,错峰运行在经济性方面具有显著优势。尽管其初始投资较高,但通过合理利用电力价格的波动,能够有效降低运营成本,提升整体收益。因此,在电力价格波动较大的地区,错峰运行是一种更为经济、高效的运营模式,值得在啤酒厂余热回收项目中推广应用。
3 结论
本文通过实验研究和数据分析,研究了高温水源热泵在啤酒厂糖化车间二次冷凝水余热回收中的应用,重点分析了不同排水温度和不同的运行模式对节能改造经济性的影响。研究得出以下主要结论:
1. 排水温度对经济性的影响:二次冷凝水的排水温度对余热回收系统的经济性具有显著影响。实验结果表明,当排水温度为 40℃时,系统的经济性最佳,显著高于其他排水温度下的收益。
2. 运行模式的经济性对比:错峰运行模式虽然在初期投资上高于全天运行模式,但由于其充分利用了电力价格的峰谷差异,每日电费显著降低,从而使得每日收益更高。因此,错峰运行模式的投资回收周期更短,具有更高的经济效益。
综上所述,高温水源热泵技术在啤酒厂二次冷凝水余热回收中具有显著的经济。建议在电力价格波动较大的地区优先采用错峰运行模式,以最大化节能改造的经济效益。本研究为啤酒厂的节能改造提供了理论依据和实践参考,具有广泛的推广应用价值。
参考文献
[1] 钟式玉 , 朱光羽 , 刘效洲 . 啤酒厂麦汁煮沸过程节能方案探讨 _ 钟式玉 [J]. 科技创新导报 ,2019, 16(03):252-253.
[2] 戴晓勇 , 徐庆 , 吴畏 , 等 . 麦汁低热负荷煮沸技术与装备研究 _ 戴晓勇 [J]. 包装与食品机械 ,2023, 41(01):60-69.
[3] 刘军 . 基于电动压缩式热泵的巴氏杀菌环节余热回收系统研究 _ 刘军 [D]. 燕山大学 ,2019
[4] 叶露阳 , 董梁 . 热泵技术在化工生产低位热能回收中的研究应用 _ 叶露阳 [J]. 化工设计通讯 , 2024,50(02):99-100,106.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)