.jpg)
某核电项目中调节阀 RCV046VP 运行故障分析与维修实践

吴琛 张晶宇
1.430482199209190077 2.13018219840106153X
引言
在核电项目的运行过程中,调节阀作为关键的控制设备,其性能直接影响到系统的稳定性和安全性。本文以某核电项目中的调节阀 RCV046VP 为例,对其在运行过程中出现的故障进行深入分析,并总结维修实践经验,旨在为类似设备的故障处理提供参考。
1、阀门概况
(一)基本信息设备位号:RCV046VP房间位置:NX071结构类型:调节阀驱动方式:气动
图 1 :RCV046VP 总装图
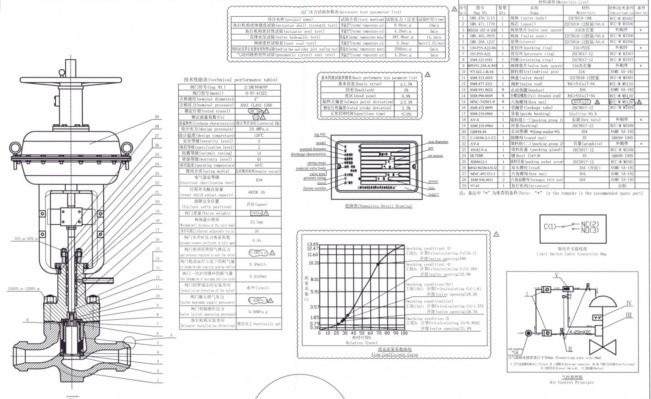
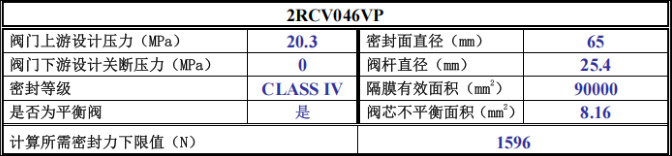
图 2 :RCV046VP 参数
(二)运行环境
该调节阀安装于核电站的关键系统中,主要用于控制流体的流量和压力。其运行环境复杂,长期处于高压差工况下(10MPa),对设备的性能和可靠性要求极高。
2、故障现象
(一)简述
自某核电站机组冷试期间,RCV046VP 便存在调节性能差的问题,主控显示开度和流量跟随性极差,出现超调、振荡甚至突开和阀芯气蚀的现象。
(二)详述
1、冷试期间:组织更换阀门定位器、放大器以及阀门在线诊断,但未见明显成效。
2、热试期间:问题成为制约关键路径的阀门问题,严重影响了项目的进度。
3、故障分析
(一)初步分析
1、调节性能差:可能由阀门定位器、放大器故障或阀门内部结构问题引起。2、超调和振荡:可能是由于阀门的控制参数设置不合理或阀门内部存在机械卡顿。
3、阀芯气蚀:可能是由于阀门在高压差工况下运行,阀芯材料或结构不适应。
(二)深入分析
1、检查阀门定位器和放大器:通过更换定位器和放大器,初步排除了电气控制部分的问题。
2、检查阀门内部结构:发现阀门在20%-30% 开度区间存在明显的卡顿现象,表明机械部分可能存在故障。
4、维修实践
(一)第一次维修
1、维修方案:调整膜头弹簧预紧力。
2、维修过程:采用特殊工装,拆除气装的上膜盒;旋紧弹簧预紧螺丝约两丝扣;回装上膜盒。
3、验证结果:就地空载单调阀门上行、下行仍有明显卡顿。
(二)第二次维修
1、维修方案:检查膜头弹簧。
2、维修过程:采用自加工的膜盒拆卸工装,拆除上膜盒;检查膜片及弹簧,并未发现异样。
3、验证结果:就地空载单调阀门上行、下行仍有明显卡顿。脱开阀杆连接 块,气装单独运行顺滑,无卡顿。
(三)第三次维修
1、维修方案:更换耐气蚀阀芯及∑F 气动装置。
2、维修过程:拆卸3RCV046 阀门的耐气蚀阀芯组件;转运新 Σ F 气动装置至就地阀门间;回装新阀芯及新气装;气路附件重新布置安装;空载单体调试,调整阀杆行程至 40mm 。
3、验证结果: 29% 开度以下调节性良好,流量、开度跟随性好,未出现突开或振荡现象;阀门全关有约 10m3 /h 的泄漏量。
(四)第四次维修
1、维修方案:空载调试。
2、维修过程:阀门空载单调定位器参数,使 19.5mA 阀门关行程到位。
3、验证结果:阀门全泄露情况并未见好转。
(五)第五次维修
1、维修方案:解体检查,研磨阀芯。
2、维修过程:切割阀门填料引漏管;解体中法兰螺栓,气装及阀盖整体吊装脱离阀体;旋出阀芯阀杆组件;检查密封面及阀芯 C 型密封环,发现 C 型密封环装反且被压扁;阀芯与阀座在车间进行蓝印试验并做对研;领取阀座垫片、中法兰垫片、阀芯 C 型环备件;由于阀芯对半密封金属环太厚,无法安装 C 型密封环,在临建车间打磨对半密封环减薄 0.5mm 左右;阀芯组件重新组装并回装至阀体;气路附件安装,调整阀杆行程至 38.1mm ;空载单体调试, 0-50% 区间有 <1mm 超调现象,50%-100% 有微弱的超调迹象。
3、验证结果:阀门全关泄露现象消失,37% 开度以下阀门调节性良好,主控显示开度流量跟随性好。
(六)后续验证
1、机组状态:热试降压平
2、系统状态:带载
3、验证结果:背压(9MPa)情况下,3% 开度阶跃阀门流量有 6m3 /h 超调,3% 流量阶跃阀门调节平稳,与其它项目对比尚有一点差距。调试试验报告获得业主认可,后续将继续验证。
结论
通过多次维修实践和验证,最终解决了调节阀 RCV046VP 的运行故障。故障主要原因是阀芯 C 型密封环装反且被压扁,以及阀门在高压差工况下运行时的气蚀问题。通过更换耐气蚀阀芯、调整膜头弹簧预紧力、研磨阀芯等措施,成功恢复了阀门的正常运行。本次维修实践为核电项目中同类设备的故障处理提供了宝贵的经验和参考。
参考文献
[1] 何鸿海 . 阀门常见故障及维修 [J]. 科技传播 , 2023(2): 143.
[2] 罗丹,戴吉生,张龙 . 气动阀调试和常见故障分析与处理 [J]. 科技视界 , 2021(20): 233-234.
[3] 张丽 . 阀门的常见故障及维修策略探究 [J]. 城市建设理论研究 ,2022(30): 163.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)