.jpg)
YB45 包装机烟包外观成型不良的分析与改进

蔡伟
重庆中烟·涪陵卷烟厂
引言:
YB45 硬盒包装机目前还是国内保有量最大的包装机,也是国内大多数卷烟厂的主要机型。该设备设计生产能力为400 包/ 分钟,在烟支组外面包裹内衬纸、框架纸、商标纸,再经一系列的折叠动作,最终完成硬盒烟包的包装成型。在实际生产中,设备受材料因素影响,在生产过程中时不时会发现小盒烟包外观有斜角露白、斜角叠盖、上盖搭盖等小盒成型问题,严重影响了产品质量。
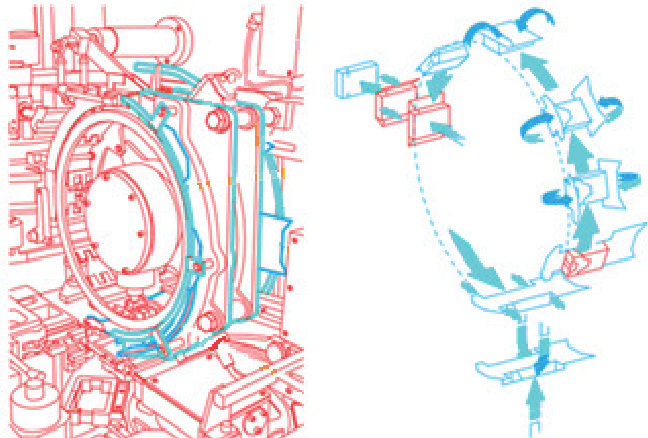
1 小盒烟包成型原理
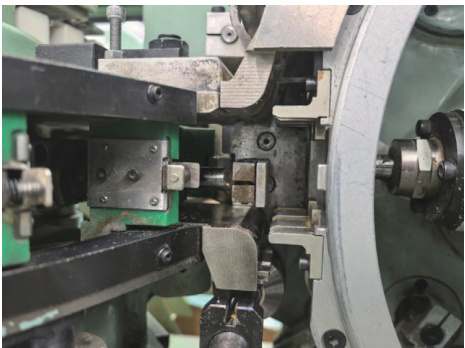
YB45 包装机的小盒烟包成型主要在五号轮至六号轮内完成 [1](见图 1)。当小盒商标纸送至五号轮正下方并与烟组结合时,由四号轮推烟杆和五号轮接烟杆共同将烟组送至五号轮模盒 完成商标纸的两个内长边折叠,烟包顶底铲边器完成左边顶底内侧边折叠,五号轮逆时针转动时完成右边顶底内侧边折叠,烟包转到 12 点钟位置时,由顶底折叠器完成烟包顶底盒盖折叠,烟包转动至 9 点钟位置由五号轮推烟杆和六号轮接烟杆共同将烟包夹持并推送至六号轮模盒内,推送的过程中完成烟包上下外侧边折叠,至此,完成整个烟包的成型折叠。
2 存在的问题及原因分析
2.1 存在的问题
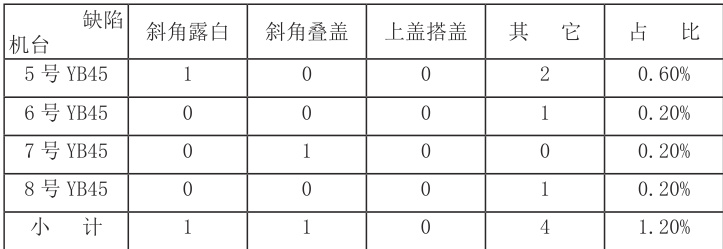
YB45 硬盒包装机在日常生产过程中由于原材料的生产厂家不同,上机的适应性也各不相同,导致小盒烟包的成型度也不尽相同。生产过程中,经常会发现一条烟内有 1-2 包烟外观成型不好的现象(比如小盒斜角露白、斜角叠盖、上盖搭盖等小盒成型的问题),严重影响了产品质量,降低了机台质量的精品率(见烟包成型质量缺陷统计表1),通过对设备调整后,产品质量的稳定性仍然不强,但更换一批材料(或不同厂家)后又不会出现这种质量缺陷,设备的调整频率较高,严重降低设备运行效率。烟包成型质量缺陷统计
表1 (单位:盒)
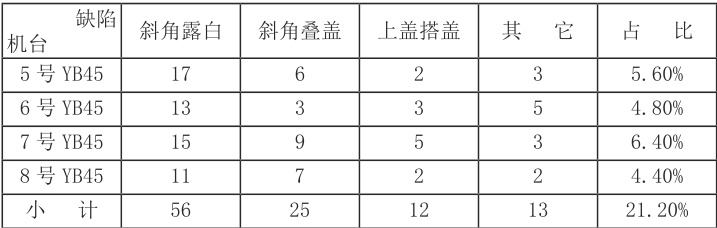
说明:本统计表随机在每个机台每次抽检100 盒烟包,每台班抽检5 次,共500 盒。
2.2 原因分析
我厂使用的商标纸主要是普通白卡纸为主,这种材料容易受含水量、压痕挺度及深度、模切尺寸、平整度及摩擦系数 [2]、物流运输及材料储存温湿度等因素影响,且不同的厂家及不同批次也有不同程度的差异性,这导致商标纸的上机的适应性存在有较大的差异。根据工厂工艺技术科现有条件,可以对小盒商标纸的以下几个因素进行检测。
2.2.1.1 商标纸含水量
根据《YC/T 195-2005 烟用材料标准体系》,纸张含水量直接影响纸张的挺度,一般上机包装使用的商标纸其含水量要控制在 6 ~ 8%左右。含水量过小其挺度升高,导致纸张变脆;含水量过大其挺度降低,导致包装过程中烟包又不易成型。通过对小盒商标纸材料的随机抽样检验,发现商标纸含水量指标是不稳定的,偶尔一叠商标纸的含水量超过9.1%,这可能是导致小盒成型不好的因素之一。
2.2.1.2 商标纸压痕挺度
商标纸的压痕挺度是指商标纸在压痕处理后,抵抗弯曲变形的能力,是衡量商标纸质量的一个重要指标。压痕挺度合适的商标纸在压痕后能够更好地保持形状,不易变形。压痕挺度越大,商标纸回弹力就越大,折叠成型后的变形能力就强,压痕挺度越小,商标纸就越脆,折叠中就容易破损。通过测量发现,不同批次的材料压痕挺度略有不同,回弹力大的材料在折叠中更容易出现小盒斜角露白的现象。
商标纸模切尺寸是指在黏着剂层、基材层上进行模切时,按照设计要求的尺寸进行切割的尺寸。尺寸的精确性直接影响烟包的成型效果和外观质量。如果模切尺寸不准确,烟包的大小和形状可能会不符合设计要求,导致包装成型不好。通过测量发现,不同批次的材料模切尺寸同样也略有不同。 [3]
烟包的框架纸是商标纸上下盒盖的支撑,其切割尺寸对烟包成型效果影响较大,标准是将两条虚线距离调整为 54mm, 且保证两条虚线至框架纸边缘距离相等。如果尺寸调整不对,有可能会出现小盒斜角露白、斜角叠盖、上盖搭盖等小盒成型的问题。2.2.3 设备的影响
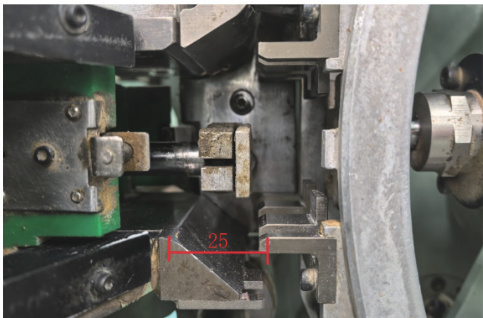
通过盘车观察与测量,五号轮模块边缘至五进六套口折叠导向板的距离大于 25mm(见图 2),而烟包的厚度是 23.5mm。当烟包被推接烟板夹持送至六号轮模盒的过程中,烟包向左移动至折叠导板前 [4],商标纸上下侧边还未完成折叠定型,由于商标纸压痕挺度与压痕深度的原因,同时,烟包脱离五号轮模块的定位,有可能在移动的过程中出现烟包上下偏移,从而导致烟包在折叠成型后出现斜角露白、斜角叠盖、上盖搭盖等现象。
3 改进措施
由于工厂从多年前就提出了设备来适应原辅材料原则,所以,从原辅材料方面来改善小盒成型就相对困难。因此,根据原因分析出来的设备影响因素,拟通过对设备进行改进来改善小盒烟包成型,使设备具有更大适应性,提升小盒烟包的成型质量。
根据分析的设备影响因素,在烟包完成最终折叠成型时,烟包能被正确折叠。因此,拟将在烟包完全被推送出五号轮模盒时就开始对烟包两侧进行折叠,这样既能保证烟包在完全被推出五号轮模盒时,烟包的两侧边能被正确折叠,又能避免烟包在推送过程出现偏移现象,导致烟包两侧边出现折叠偏移,出现小盒烟包斜角露白、斜角叠盖、上盖搭盖等小盒成型的问题。
3.2 方案实施
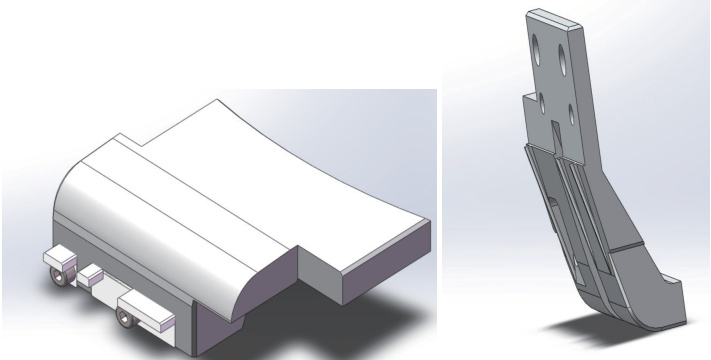
重新设计五进六套口,将套口上下折叠板平面向五号轮侧延伸 15mm,同时,将折叠板 45 度的斜坡平面改为圆弧面,减小套口的导向斜面距离,使烟包在推送折叠成型过程中消除烟包上下变位致使商标纸折叠错位。再将下套口的固定定位板设计为可调整的定位板,且分为前后两段,分别对烟包侧面的侧耳及下侧边进行调整(见图3、4)。
3.2.1 改进材料的选择
3.2.1.1 折叠板的材料选择
由于折叠板要与烟包接触,其强度和韧性要求较高,同时,折叠板在工作时可能与胶水接触,也要提升耐腐蚀防锈的性能,因此,选择原折叠板使用的材料 40CrNiMoA。该材料具有较高的强度和韧性,同时含有较高的钼,这也使其具有更好的耐磨性和韧性。而且该材料还含有镍元素,能够有效提高钢材的耐腐蚀性能,使得在潮湿、腐蚀等恶劣环境下仍能保持较好的性能稳定性。
3.2.1.2 定位托板的材料选择
定位托板是将烟包的侧边对齐,确保烟包成型度。其在烟包的包装过程中受到的冲击载荷也较高,因此,也同样选择原定位托板的材料60Si2MnA 弹簧钢。该钢具有屈服强度、疲劳极限高、淬透性较大、塑性优良以及热处理操作工艺简单的优点。
考虑到导板表面与烟包表面会产生相对位移,会导致商标纸的擦花与擦伤现象,以及烟包侧边的胶水溢出对导板污染及腐蚀,也会导致烟包表面存在擦花等现象。因此,就需在零件的表面进行处理,以降低套口导板表面的摩擦系数,解决烟包表面的擦花等现象。对此,选择了一种以镍磷(Ni-P)为基材、复合聚四氟乙烯(PTFE)的 Nedox( 氟聚合物耐磨自润滑 [5]) 涂层技术。该涂层具备独特的物理化学性能,兼具金属基体的高硬度(涂层表面硬度可达维氏940 级(洛氏硬度HRc 68),显著优于传统硬铬镀层,且不会降低基材的疲劳强度。)和 PTFE 的低摩擦系数特性,形成协同增效的耐磨自润滑表面(自润滑特性可有效避免摩擦副的擦伤或卡死现象)。且该涂层在盐水、大气等腐蚀环境中表现出色,对 pH 3.0-9.5 范围的化学溶液及抵抗胶水和油墨等化学物质和酸等具有良好耐受性,防止材料磨损和擦伤,延长零件使用寿命,为商标纸的擦花和擦伤现象提供了更好的保障。
4 改进效果
通过上述方案的改进后(见图5),经过一段时间的运行调试,质检人员对产品质量的抽样检查确认,烟包外观质量得到较大的改善(见烟包成型质量缺陷统计表2),设备对材料的适应性也有较高的提升,降低了维修频次,提高了生产效率和产品质量。
烟包成型质量缺陷统计表2 (单位:盒)
说明:本统计表随机在每个机台每次抽检100 盒烟包,每台班抽检5 次,共500 盒。
5 结束语
本项目是以产品质量缺陷为导向,通过观察分析,对影响产品的部位进行改进来提升设备对原辅材料的适应性,提升产品质量。通过效果验证后,小盒烟包斜角露白、斜角叠盖、上盖搭盖等小盒成型问题明显下降。尽管这次方案改进取得了一定成果,但仍然存在一定不足,今后,将进一步探索和优化。
参考文献:
[1] 陈继业主编 .ZB45 包装机组 . 第一版 北京,北京出版社 .2012 年 12 月
[2] 蒋志辉, 王访平. 卷烟包装纸在烟机上的适应性分析与研究[J]. 中国包装,2022,42(2)
[3] 黄延林 , 孙开 .GDX2 框架纸对烟包成型影响的分析和改进 [J]. 科技创新导报 , 2014(24)
[4]G.D 公司 .G.DX2 调机手册 .BOLOGNA,ITALIA.1996 年 11 月
[5] 邹洪庆. 等. 氟聚合物耐磨自润滑涂层的性能与工程应用效果[J/OL]. 知网. 中国腐蚀与防护网电子.2018-05-08
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)