.jpg)
危废间废气收集系统改进途径

李晶晶
上海亦清环保科技服务有限公司 上海 201201
1. 引言
危废间作为各类危险废物临时存放的关键场所,其废气问题长期属于环境保护与职业健康领域的难点问题。这些废气成分复杂,既包含带有刺激性气味的恶臭物质,也包含具有毒性、致癌性的化学气体。若收集处理不够妥当,将对周边生态环境造成持续污染。近年来,环保标准持续严格,传统废气收集系统在应对不同类型危废间复杂工作状况时,暴露出明显不足,如电子危废间单集气罩无法覆盖大空间导致废气逸散,医疗危废间负压控制不稳引发气溶胶扩散,化工危废间固定风量风机难以适配 VOCs 浓度波动。因此,改进工作明确以传统系统为对象展开,对其开展系统性改进具有重要现实意义。
2. 危废间废气特性分析
结合无锡功率型储能器件产业基地一期危废间废气处理项目实际情况,其废气特性可从来源、成分及扩散规律三方面具体分析。从来源看,该危废间主要暂存储能器件生产过程产生的危险废物,包括废电解液、废活性炭、含重金属废渣等。废气核心来源为这类危废储存期间的挥发与逸散,其中废电解液含易挥发有机成分,会随储存时间延长持续释放,形成稳定污染源。废活性炭吸附的残留VOCs( VolatileOrganic Compounds,挥发性有机化合物)也会因环境变化缓慢解析,构成持续性排放源。成分层面呈现复合性特征,包含储能器件生产相关的 VOCs,以碳酸酯类有机溶剂为主,这类物质具有挥发性与毒性;还可能存在电解液分解产生的微量酸性气体(如氟化氢);同时,危废降解过程会释放少量恶臭物质。这些成分浓度受危废种类、储存量及环境温度作用呈现波动,高温环境下废电解液挥发量显著增加。扩散规律具有显著空间复杂性,危废间面积较大,初始设计的单个集气罩无法覆盖全部区域。废气因密度差异随气流不规则扩散,在密闭环境内容易形成局部浓度积聚。加之危废间依附甲类仓,通风条件受防爆要求限制,气流交换受限,进一步加剧废气扩散难度。实际检测显示,单一收集点无法实现全空间有效捕获,需通过多区域布点形成协同收集效应,这也印证了废气扩散的空间不均性与控制难度 [1]。
3. 废气收集系统改进技术途径
3.1 收集设备优化设计
收集设备优化需立足危废间空间特征与废气扩散规律,借助结构创新与布局优化提高捕获效率。在无锡功率型储能器件产业基地一期危废间项目中,针对初始单集气罩难以覆盖大空间的问题,主管道进入室内后,通过四通管与三通管将空间划分为四个区域,每个区域设置独立集气罩,形成均匀分布的负压捕获点位。这种设计使集气罩覆盖范围从原有 25% 提升至 100%,避免局部废气积聚。管道系统采用模块化组合方式,依据危废间结构选择适配管径与走向。针对甲类仓库屋顶承重限制,风管材质选用轻质防腐材料,管径控制在 300-400mm,既满足风量需求(5000m3/h),又符合承重标准。在活性炭箱设计上,创新采用两级内部隔断一体式结构,将传统分离式两级活性炭箱整合为单箱体,占地面积减少 40% ,同时在箱体顶部设置填装口、底部设置清灰口,配合倾斜式底板设计,使活性炭更换时间缩短至原流程 1/3。集气罩选型需匹配废气特性,针对储能器件危废挥发的VOCs 与无机酸性气体常见类别包括氟化氢(HF),多来自电子危废间含氟废渣或电解液分解;氯化氢(HCl),多见于化工危废间含氯溶剂挥发或废渣降解;硫化氢(H2S),可能由医疗危废间感染性废物腐败或化工含硫废物释放;二氧化硫(SO2),常源于含硫危废储存过程中的氧化反应。有机酸性气体主要有甲酸、乙酸等低分子羧酸,多来自化工危废间有机废液挥发;氯乙酸、三氯丙酸等卤代有机酸,可能存在于含卤有机危废暂存区域,这类气体兼具酸性与毒性,需针对性处理。采用耐腐蚀材质制作,罩口风速控制在 1.2-1.5m/s,保障有效捕获同时避免气流扰动引发的废气扩散。
3.2 高效动力系统选择
动力系统核心是在满足风量需求前提下实现节能与稳定运行,需结合废气排放量波动特征选择适配设备。具体如表1 所示:

表1 危废间废气处理系统风机参数配置

在烯晶碳能电子科技无锡有限公司项目中,针对 27 个生产排口的间歇性排放特点,选用变频风机作为动力核心设备,通过调节电机频率实现风量动态适配,当排口开启数量减少 50% 时,从 50Hz 降至30Hz 时的实测数据可知,风机功率可降低 40% ,显著降低能耗。风机选型需依据处理风量与系统阻力计算,经管道阻力核算(含弯头、三通等局部阻力),选用风压 1500-2000Pa 的离心式风机,保障在管道分支较多情况下仍能维持各集气罩的负压稳定。同时,风机安装位置远离危废间操作区,采用减振基座与隔声罩设计,将运行噪声控制在 85dB 以下。为应对系统阻力变化,在风机出口设置压力传感器,实时监测管道压力并反馈至变频控制系统,当活性炭吸附饱和导致阻力上升时,自动提升风机频率以维持风量稳定,直至完成活性炭更换后恢复正常参数[2]。
3.3 智能化控制系统构建
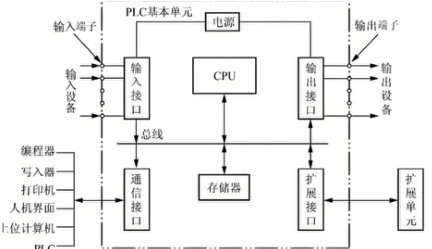
智能化控制需达成设备联动、参数监测与自动调节,提高系统运行稳定性与操作便捷性。在无锡功率型储能器件产业基地项目中,采用和利时 PLC 控制系统整合各设备运行参数(如图 1),通过以下方式实现智能化管理,一是区域风量动态分配,在危废间四个分区的集气罩处设置风量传感器 ±3%FS,实时监测各区域废气捕获量,当某一区域浓度升高时,自动调节对应支管的电动风阀开度,增加该区域风量占比,保障高浓度区域优先处理。
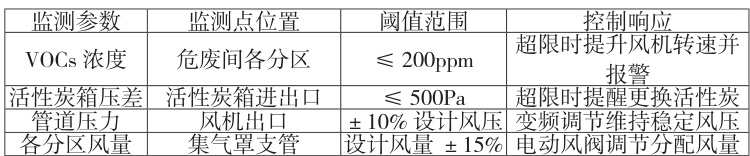
二是设备状态联动控制,将风机、电动风阀、活性炭箱压差计等设备通过信号线路连接,建立逻辑控制关系(如表 2)。系统启动时,先开启风机空载运行 30s,待管道形成负压后再逐步打开各区域风阀;当活性炭箱压差超过设定阈值(≥ 500Pa)时,触发更换提醒并记录运行时间,便于计划性维护。三是异常情况响应,在危废间内布设 VOCs 浓度传感器与温湿度传感器,当浓度超过限值(如VOCs⩾200ppm )或温度异常升高时,自动提升风机转速至最大风量,并启动声光报警,同时将数据上传至中控系统,保障及时干预 [3]。
通过上述技术途径,废气收集系统在无锡功率型储能器件产业基地危废间项目中实现覆盖全面性、运行节能性与控制智能化的结合,保障废气收集效率稳定在 90% 以上,满足连续 3 个月出口检测达标的验收要求。
4.不同类型危废间废气收集系统改进方案
4.1 化工危废间
化工危废间存放废溶剂、含油废物等,废气含高浓度 VOCs 与酸性气体,存在强腐蚀性与潜在爆炸性。收集设备采用液面上部密闭罩,罩体与储罐间隙控制在 5-10mm (参照 HG/T20546-2009《化工装置工艺系统工程设计技术规定》第 5.3.2 条液态物料密封罩设计要求),通过2-5Pa微负压直接抽取液面挥发废气。管道选用316L不锈钢材质,按 5000m3/h 设计风量确定管径 300-400mm ,弯头加装导流叶片降低阻力。动力系统选用防爆型变频风机,防爆等级为 Exd Ⅱ BT4(符合GB3836.1-2010《爆炸性环境第 1 部分:设备通用要求》),风压设定为 1800-2200Pa ,结合管道压力传感器动态调节,确保出口压力稳定在设计值 ±10% 。智能化控制在密闭罩内布设 VOCs 浓度传感器,监测阈值 ⩽200ppm ,超标时自动提升风机转速,并联动活性炭箱压差计,阈值 ⩽500Pa ,触发更换提醒。
4.2 医疗危废间
医疗危废间存放感染性与化学性废物,废气含病原微生物气溶胶与恶臭气体。收集设备采用负压隔离式系统,危废间整体维持 -15 至 -20Pa 负压,废物暂存柜内设置 HEPA 过滤器(过滤效率≥ 99.97%@0.3μm,符合 EN1822-1:2019《高效空气过滤器(HEPA和 ULPA)》H14 级认证),配合可升降顶吸罩,吸气口距废物表面15-20cm。动力系统选用低噪声离心式风机,运行噪声控制在 85dB以下,按每平方米空间 10 次 ⟨h 换气次数核算风量,风压 1200-1500Pa,通过排口联动控制,转运时段风量自动提升 30%。智能化控制整合紫外杀菌模块与 PLC 系统,紫外灯辐射强度≥ 70μW/cm3(参照 GB15981-1995《消毒与灭菌效果的评价方法与标准》),每小时消毒1 次,监测负压值波动,偏离时调节风阀开度 [4]。
4.3 电子危废间
电子危废间主要存放废电路板及含重金属废渣,废气含重金属气溶胶与氟化物,这类物质密度较大易沉降,且氟化物具有强腐蚀性。收集设备采用下沉式集气罩配合多区域布点设计,将危废间按功能划分为 4 个独立区域,每个区域设置 1 个吸风口,罩口风速控制在 1.2-1.5m/s,通过四通管与主管道连接形成统一气流通道。管道选用哈氏合金C-276 材质抵御氟化物腐蚀,该牌号合金含钼、铬等元素,对氟化氢等气体耐蚀性优异;末端连接 25m 高排放烟囱,依据 GB16297-1996《大气污染物综合排放标准》第 4.2.1 条,该烟囱高于周围 200m半径内最高建筑物 5m 以上,满足排气筒高度要求,确保废气高空扩散达标。动力系统选用 5000m3/h 风量变频风机,风压设定为 1500-2000Pa,通过分区风量传感器实时调节风阀开度,确保各区域风量控制偏差维持在 ± 15% 以内,适应废气排放波动。智能化控制依托PLC 系统实现设备联动,启动时风机先空载运行 30s,待管道形成稳定负压后再逐步开启各区域风阀。在重金属气溶胶易积聚的角落设置温湿度传感器,监测数据异常时立即触发声光报警,同时将实时数据上传至中控系统,保障及时介入处理。系统运行后开展重金属捕集效率测试,结果显示:铅、镉等重金属气溶胶经多区域吸风口与下沉式集气罩协同捕获,捕集效率≥ 90%,其中粒径 ⩽10μm 的颗粒物捕集效率达92%,满足危废间废气预处理要求。
5. 结论
总而言之,针对危废间废气收集系统的改进,需以废气特性作为基础,从设备、动力、智能控制多个维度推进,同时结合不同类型危废间的特点制定针对性方案。通过这些改进方向,能够有效提高废气收集效率,降低能源消耗,减少废气对环境与人体造成的危害。未来,仍可深入探索更高效的收集技术与智能控制算法,持续优化系统运行性能,为危废间废气治理提供更完善的解决办法。
参考文献
[1] 陈云.危险废物焚烧处置废气污染物净化技术应用研究 [J]黑龙江环境通报 ,2024,37(3):154-156.
[2] 付红春 . 危废暂存库废气处理探析 [J]. 有色冶金设计与研究 ,2024,45(5):53-57.
[3] 崔佳娜 , 吴班 . 钽铌精矿湿法冶炼过程”三废”综合治理工艺设计 [J]. 稀有金属与硬质合金 ,2023,51(6):23-28.
[4] 张春飞 , 吉彦鹏 . 危险废物焚烧炉渣等离子体熔融中试试验研究 [J]. 化学工程师 ,2023,37(4):83-87.
.jpg)
.jpg)
.jpg)