.jpg)
大、小球分类传送装置PLC 控制系统设计

邝文穗
北京工商大学计算机与人工智能学院 北京房山 102488
1 引言
大、小球选择分类传送作为工业中器件选择传送的一个写照在工业控制中它的应用领域不断拓宽。它能够通过编程来完成各种预期的作业任务,并能在各种复杂环境中工作,在构造和性能上兼有人和机器各自的优点,尤其在人工智能方面大大地增加其效率,同时也改善了人类的工作环境与工作强度。
2 PLC 的选取及系统硬件设计
2.1 控制要求
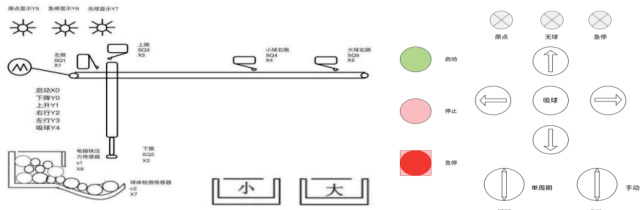
本次设计的大、小球分类选择传送PLC 控制要满足以下控制要求:机械臂起始位置在机械原点,为左限、上限并有原位显示灯;有起动按钮、停止和急停按钮控制运行,停止时机械臂必须已回到原点,急停时机械臂立即停止工作;有循环 / 单周期和自动 / 手动旋钮控制运行方式;当为自动时起动后机械臂动作顺序为:下降→吸球 $$ 上升(至上限) →右行( 至右限) $$ 下降→释放→上升( 至上限) →左行返回( 至原点 ); 机械右行时有小球右限 (X4) 和大球右限 (X5) 之分,下降时,当电磁铁压着大球时下限开关X2 断开,压着小球时下限开关X2 接通,如图 1 所示;为了便于观察运行状态,有无球显示灯与急停显示灯用于检测设备运行。
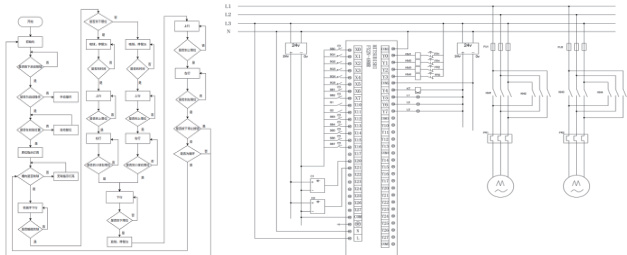
为使操作方便,为大小球分拣设计控制面板如图 2, 右上为原点、无球与急停的显示灯;中间为手动操作时机械手的控制按钮,控制其上下左右与电磁铁的吸放球,由长按的形式对机械手进行操控,当松手时运动立即停止;右下为模式选择旋钮,分别为循环与单周期的控制旋钮、自动与手动的控制旋钮;左侧从上至下为启动按钮、停止按钮、急停按钮,急停按钮设置为鲜艳显眼的红色确保让操作人员能在紧急时刻立即寻找到按钮确保设备与人员安全。
2.2 流程图绘制
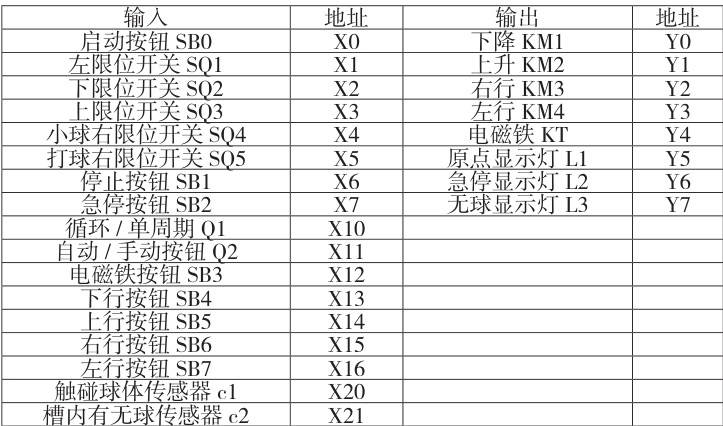
根据调研的结果,设计大、小球分拣工艺流程图,如图 3 所示,系统通过初始化、模式选择(自动/ 手动)、多级条件判断(传感器状态)、顺序动作执行(移动、抓取、放置)以及循环控制,实现了球体从供料槽到目标位置的自动化转移。
2.3 硬件设计
2.3.1 I/O 分配
输入分析:启动、停止、急停按钮;手动按钮上下左右与电磁铁控制按钮;上下左、小球右、大球右、电磁铁限位开关、槽内是否有球信号;单周期 / 循环旋钮;自动 / 手动旋钮。8 个按钮、5 个限位开关、2 个刀开关和2 个压力传感器,共计17 个输入。
输出分析:电磁铁;机械手的上下左右行对应电机(正、反转)线圈;原点、急停、无球的显示灯。共8 个输出。
2.3.2 接线原理图
综合考虑系统的控制要求, 并结合 PLC 的 I/O 地址分配,完成了系统的 PLC 电气原理图,如图4 所示。2 个电机分别控制机械手的上下、左右行,通过交换三相电源中的任意两相实现电机的正反转。
3 控制系统软件设计
3.1 功能流程图
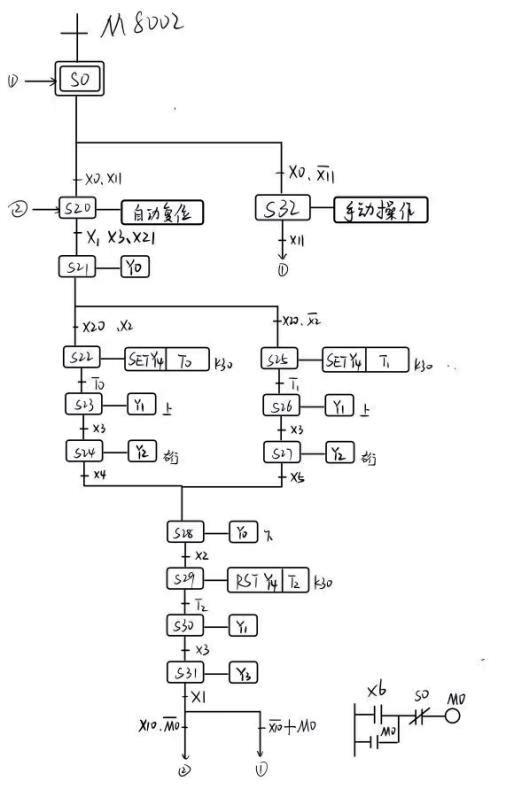
按照控制要求,该系统的顺序功能图在判断自动还是手动时有一个分支点;在判断抓住的是大小球处应有一个选择性分支点。两个分支分别完成大小球的吸球、上行、右行至右限、下降等一系列动作,并将右限处设为汇合点。然后再释放、上升、左移到原点;回到原点根据是否为循环或是否按下停止按钮也有一个选择性分支点。具体的功能功能图如图 5 所示,且由于停止按钮为点动,所以采用一个辅助继电器M0 作为其的保持器。
4 结语
本文以 FX2N-48MR 型的 PLC 为基础,对机械手大小球分拣控制系统进行设计,通过对控制要求的分析对 I/0 进行分配,设计顺序功能图并将其转化为梯形图,进行上机模拟调试,调试结果显示能够按照控制要求进行机械手大小球分拣控制。
作者 简介:邝文穗(2004—1),性别女,民族汉,籍贯江西,职务 / 职称:学生,学历:本科,单位:北京工商大学,研究方向:智能制造工程。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)