.jpg)
材料成型工艺技术体系分析及应用研究

杨旭达 任嘉琪 马丽娅 蔡明 魏鹏程通讯作者
上海工程技术大学 上海 201620
1 引言
成型工艺是工业生产中将原材料转化为特定形状产品的核心技术,其发展直接影响生产效率、产品质量及新材料应用。从早期手工操作到如今高度自动化的现代制造,成型工艺已能适配金属、塑料、陶瓷、复合材料等多种材料,成为制造业升级的关键支撑。
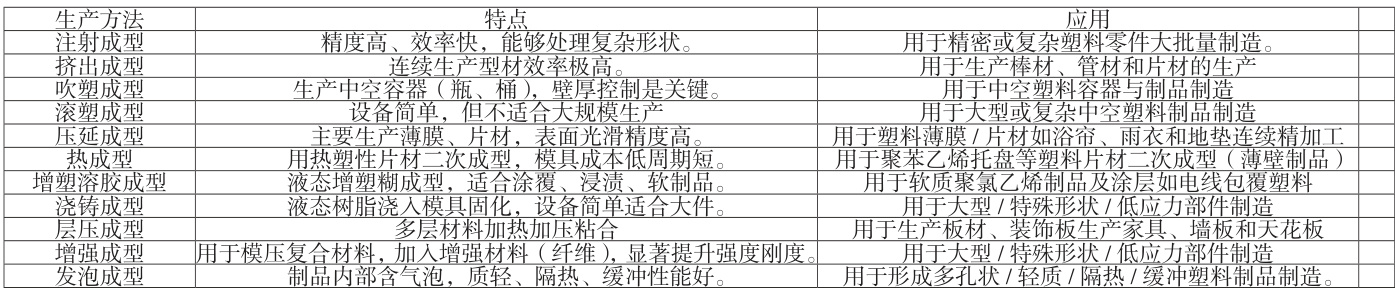
目前,注塑成型、挤压成型、压铸、3D 打印等工艺广泛应用,研究热点集中在智能化生产、环保工艺开发、精密加工提升及快速成型技术突破。以塑料加工为例,不同成型方法各有侧重:注射成型凭借高精度和高效率,成为复杂塑料零件批量生产的主力;挤出成型则在型材连续制造中表现突出;吹塑、滚塑等工艺则分别聚焦中空容器的批量与大型化生产需求。
成型方法及应用特点【1】
本研究旨在系统分析各类成型工艺的基本原理、技术特点、核心设备及典型应用,并探讨其未来发展方向。研究内容将按照材料类型(金属、塑料、陶瓷、复合材料)和应用领域(汽车、航空航天、电子封装等)进行分类梳理,全面展现成型工艺的技术体系和发展现状。本研究通过深入分析不同成型工艺的技术特征和应用场景,将为相关领域的工艺选择和技术创新提供参考依据。研究重点关注各类成型工艺的技术原理和适用条件,关键设备的性能要求和技术参数,典型应用案例的工艺特点,行业发展趋势和技术创新方向。
2、成型工艺分类及概述
成型工艺可按材料类型和加工原理分类,不同分类方式反映了工艺对材料特性和加工逻辑的适配性。
2.1 按材料类型分类【2】【3】【4】:
金属成型工艺:包括铸造、锻造、挤压、轧制等,适用于金属材料的加工,具有高强度、高硬度的特点。
塑料成型工艺:包括注塑成型、挤出成型、吹塑成型、热成型等,适用于热塑性和热固性塑料的加工,具有成本低、效率高、形状复杂等优点。
陶瓷成型工艺:包括干压成型、注浆成型、凝胶注模成型等,适用于高性能陶瓷材料的制备,具有耐高温、耐腐蚀等特性。
复合材料成型工艺:包括热压罐成型、RTM(树脂传递模塑)、缠绕成型、拉挤成型等,适用于树脂基复合材料的加工,具有轻质、高强度、可设计性强等优点。
2.2 按加工原理分类:
压力成型:如注塑成型、压铸成型,通过施加压力使材料填充模具并成型。
热成型:如热压成型、热塑成型,通过加热使材料软化并变形,再冷却定型。
增材制造:如 3D 打印、SLM(选区激光熔化),通过逐层堆积材料实现复杂结构的制造。
3 各类成型工艺的详细介绍
3.1 注塑成型
原理是将熔融塑料通过注射机注入模具,冷却后定型。其优势在于生产效率高、精度高,能处理复杂形状,但设备和模具成本较高。
关键参数包括 180-250∘C 的温度和 80-150MPa 的压力,广泛用于汽车内饰、家电外壳等批量产品。
3.2 挤压成型
过挤压机螺杆将加热材料推入模具,形成连续型材(如管材、片材)。特点是效率高、成本低,适合长条形产品,温度通常控制在150-250∘C ,压力 10-50MPa ,应用于建筑型材、电线绝缘层等。
3.3 压铸成型
利用高压将熔融金属快速注入模具,冷却后获得表面光洁、精度高的复杂零件。工艺温度达 600-700∘C ,压力 10-100MPa ,适用于汽车发动机壳体、电子产品外壳等对强度和精度要求高的部件。
3.4 3D 打印
以逐层堆积材料(金属粉末、树脂等)的方式构建三维物体,能实现传统工艺难以完成的复杂结构,定制化能力强,但效率较低、成本较高。关键参数包括层厚和打印速度,在航空航天零件、医疗植入物等领域应用广泛。
3.5 热压罐成型
在高温高压环境下固化树脂基复合材料,成品力学性能优异、耐久性强。工艺温度 150-200∘C ,压力 1-5MPa ,常用于航空航天结构件、高端体育器材等。
3.6 凝胶注模成型
将陶瓷粉体与有机凝胶剂混合,通过化学反应固化成型,适合复杂形状陶瓷部件,具有环保节能优势。温度控制在 80-120∘C ,主要应用于电子封装基板、精密陶瓷件等。
4 成型工艺的比较与分析
不同成型工艺在加工效率、生产成本、尺寸精度和材料适用性等方面各具特点。以常见的几种工艺为例:注塑成型和挤压成型凭借其高效连续的生产能力,成为大批量制造的首选方案;而 3D 打印和选择性激光熔化(SLM)技术则在小批量、复杂结构件的制造中展现出独特优势。对于精度要求严苛、强度需求较高的零部件,压铸成型和热压罐成型往往能提供更好的解决方案。在实际生产过程中,工艺选择需要综合考量多方面因素:首先要明确产品的性能指标和质量要求,其次要评估生产成本和投资预算,最后还需考虑生产周期和交货时间。此外,材料特性、设备条件和环保要求等因素也会对工艺选择产生重要影响。这种多维度评估方法有助于企业根据自身需求选择最优的成型方案。【2】【4】
5 成型工艺的发展趋势与展望
成型工艺的研究与发展在第三次工业革命的浪潮下,其发展趋势向着更加绿色,高质高效行进。通过引入人工智能、机器学习等技术,提高成型工艺的精度和效率。【8】【9】通过开发低能耗、无污染的成型工艺,如环保型凝胶注模成型、可降解材料的成型技术;结合多种成型技术,实现材料性能的优化与功能的多样化。【6】【7】快速成型技术优化,进一步提升 3D 打印等快速成型技术的效率与精度,拓展其在航空航天、医疗等领域的应用。
6 结论
成型工艺作为现代制造业的核心技术之一,其创新发展深刻影响着整个工业体系。从材料研发到产品制造,成型工艺的每一次突破都推动着产业升级和技术变革。当前,随着智能制造和可持续发展理念的深入,成型工艺正朝着三个重要方向演进:首先,智能化转型正在重塑传统成型工艺。通过引入人工智能、物联网等新技术,实现了生产过程的实时监控和智能优化,大幅提升了生产效率和产品质量。其次,绿色制造理念促使成型工艺向环保方向发展。新型节能设备、可回收材料的应用,以及清洁生产技术的推广,正在降低制造业的环境负荷。最后,多功能复合型工艺的兴起,满足了现代工业对复杂构件的多样化需求。通过工艺创新,实现了材料性能的精准调控和产品功能的集成优化。这些发展趋势表明,成型工艺将继续在制造业转型升级中发挥关键作用,为工业发展提供坚实的技术保障。
参考文献
[1]Grenrud, A., & Skeppar, M. (2012). Reducing the wear costs of Ericsson’s test equipment: 2 cases.
[2] 赵云峰 , 孙宏杰 , 李仲平 . 航天先进树脂基复合材料制造技术及其应用 [J]. 宇航材料工艺 ,2016.
[3] 杨金龙 , 黄勇 , 谢志鹏等 . 精细陶瓷成型工艺现状及趋势 [J].材料导报 ,1995.[1995-06-15]4. 北京空间机电研究所 北京 100076. 复合材料成型工艺的发展 [J]. 航天返回与遥感 ,1999.[1999-02-15]
[4] 刘梦梦 , 朱晓冬 .3D 打印成型工艺及材料应用研究进展 [J]. 机械研究与应用 ,2021.[2021-08-30]
[5] 吴峥强 . 金属零件选区激光熔化快速成型技术的现状及发展趋势 [J]. 热加工工艺 ,2008.[2008-07-10]
[6] 户迎灿 , 张联合 , 崔健 , 等 . 基于 VARTM 的碳纤维单向与三维编织混杂织物树脂灌注工艺 [J]. 工程塑料应用 ,2024,52(02):57-65.[7] 姜淑巍 , 董晓传 , 杜丽峰 . 复合材料树脂传递模塑成型工艺研究进展 [J]. 机电工程技术 ,2024,53(01):24-29.
[8] 胡湛松 . 连续纤维热塑性复合材料构件热压成型工艺数 值 仿 真 与 优 化 [D]. 中 国 民 航 大 学 ,2024.DOI:10.27627/d.cnki.gzmhy.2024.000014.
[9] 刘冰心 , 党晓丽 , 刘敏 , 等 . 基于有限元方法的复合材料热压 成 型 模 具 设 计 [J]. 化 工 机 械 ,2023,50(06):915-919.DOI:10.20031/j.cnki.0254-6094.202306021.
作者简介:杨旭达( 2005.11- ),男,汉族,广东梅州,本科在读,研究方向:飞行技术。
任嘉琪(2004.11-),女,汉族,黑龙江省虎林市,本科在读,研究方向:材料科学与工程。
马丽娅(2002.11-),女,回族,新疆维吾尔自治区乌鲁木齐市,本科在读,研究方向:材料成型及控制工程。
蔡明( 1985.6- ),女,汉族,湖北,博士,讲师,研究方向:纤维增强复合材料。
通讯作者:魏鹏程( 1981.10- ),男,汉族,山东省莒县,硕士,研究方向:航行情报学。
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)