.jpg)
风电场钢塔筒内倾度超标问题分析与处理

杨帆 谢保卫 綦中原 陈超
五凌电力有限公司 湖南 长沙 410000
一、引言
在风电场建设中,塔筒的安装精度对风力发电机组的安全稳定运行至关重要。若内倾度过大,会导致法兰面接触不均,连接螺栓预应力损失,塔筒整体轴线偏移,从而引起机组运行振动加剧、噪声增大,严重时甚至可能导致结构疲劳损伤和倒塔事故。本文以 6.25MW 风电场钢塔(轮毂中心高度140m,首段直径5.2m,材质Q355ND)为研究对象,结合现场检测数据,系统对比三类方案的技术特性,最终选择火焰矫正方案并明确实施路径,为工程实践提供技术支撑。
本项目对首段塔筒上法兰面测量,发现内倾值达 6mm;对二段塔筒上法兰面测量,内倾值为7mm;两段塔筒法兰连接处间隙达13mm。经全站仪精确测量,首段塔筒上法兰面、二段塔筒上下法兰面均存在明显的内倾,实测值为5.8mm,超出规范允许值(2mm) 190% 。
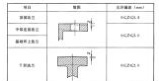
表 1:法兰端面允许变形偏差
二、内倾超标成因分析
(一)坡口影响和焊接变形
坡口加工不合理,厚板虽采用双面坡口,但内坡口较大而外坡口较小。焊接时,内壁填充量大,变形大,钢板发生不对称热胀缩,影响法兰整体平面内倾度。本项目结合面法兰临近钢板厚度为55 - 70mm,如此厚度钢板焊接累计的残余应力大,焊后残余应力长时间逐步释放,造成法兰变形。
(二)测量误差
塔筒厂制造过程使用激光测平仪测量法兰平面度和内倾,一个激光发射器和一个反射接收器,移动接收器在法兰内外环位置定位,信号反馈计算数值。然而,因仪器放置问题,测量位置不在法兰最大最小圆处,测量误差可能导致测量结果不超标,但实际内倾或平面度有少量超差。
(三)法兰应力
法兰或筒体材料在轧制或锻造过程中可能未充分退火,内部残留应力在焊接或使用过程中释放,导致法兰变形内倾。
(四)存储原因
塔筒长期存放,存放时支架在法兰位置支撑,长期受塔筒自重、风力载荷等作用,发生塑性变形,逐渐出现内倾超差。
塔筒运输距离远,筒体自重大,路上振动与筒体固有频率重合引发共振,造成法兰局部变形。
(六)管理原因
在风机塔筒的制造过程中,通常存在着多层分包、以包代管以及验收标准不严格等问题。监造过程管控缺失。
三、规范要求与危害分析
(一)规范要求
《风力发电机组 塔架》(GB/T 19072 - 2022)要求塔筒法兰连接表面内倾角不大于0.7°;《风电机组钢塔筒设计制造安装规范》(NBT10216 - 2019)要求法兰断面允许偏差为 0-2mm 。
(二)危害分析
根据DL/T 1619 - 2016《风力发电场机组检修规程》,钢塔内倾度过大的主要危害包括:机组主轴与机舱中心线偏移,增加齿轮箱、发电机轴承附加动载荷,缩短使用寿命;叶片扫风轨迹偏移,可能引发叶片与塔架碰撞事故;塔体局部应力集中,易诱发疲劳裂纹,严重时导致塔体坍塌。因此,需及时采取整改措施,将倾斜度恢复至规范允许范围。
四、三种整改方案的原理与优缺点分析(一)机械矫正方案
1. 方案原理:利用液压扳手或液压千斤顶、钢丝绳和拉板等工装,在塔筒内侧对倾斜一侧施加反向机械拉力,迫使法兰发生弹性乃至微量塑性变形,或在塔筒连接时通过螺栓拧紧多打几次力矩达到矫正目的。
2. 优缺点分析
o 优点:设备通用性强,液压扳手、液压千斤顶等为风电场常规检修工具,无需额外采购;施工周期短,单塔矫正作业可在1 - 2 天内完成;操作流程简单,无需专业热处理人员,普通检修团队即可实施。
o 缺点:安全风险高,强行拉拽易导致塔体局部应力集中,可能诱发裂纹或塑性变形;矫正精度低,依赖人工控制拉力或力矩大小,易出现“过拉”或“欠拉”,且外力撤销后存在 10% - 15%的反弹量;损伤结构性能,拉拽过程中可能破坏塔体防腐涂层,且无法消除原有焊接应力,长期运行易出现二次变形。
(二)火焰矫正方案
1. 方案原理:利用金属热胀冷缩特性,在塔筒内侧(需要收缩的一侧)筒壁上选择特定区域进行线状或三角形加热。加热区域金属受热膨 体限制,冷却时产生收缩应力,带动塔体向反向变形,抵消原有倾斜。研究表明,低碳钢和普通低合金钢 正加热温度通常控制在 600 - 900℃,但不得超过900℃。施工前通过有限元模拟确定加热点位置、数量及加热参数(温度、时间),确保应力分布均匀。
2. 优缺点分析
o 优点:效果持久可靠,通过产生塑性变形实现矫正,效果稳定,无弹性回复问题;精度可控,通过控制加热温度、加热区域面积和位置,可以精确微调矫正量;业内应用成熟,在钢结构制造和安装领域,火焰矫正是处理焊接变形的标准成熟工艺;主要工具为烤枪,设备轻便,操作空间要求低。
o 缺点:对人员技术要求高,需专业热处理人员操作,避免过烧或加热不均;施工周期较长,单塔矫正需3 - 4 天(含前期模拟与后期检测);现场使用火焰存在消防隐患,施工现场安全管控难度加大;若加热温度过高(超过900℃)或冷却过快,可能改变母材金相组织,导致局部变脆、硬度增加,甚至产生微裂纹;会在结构中引入新的残余应力,需通过后续热处理(如去应力退火)或自然时效来部分消除。
(三)增加垫片方案
1. 方案原理:在钢塔塔体与塔体连接处法兰之间增加垫片或填充物(厚度根据倾斜量计算),垫片或填充物材料应具有和法兰面材料相近的弹性模量和抗压强度,在每个螺栓附近或每个螺栓和筒壁之间区域进行填充,填充物应保证法兰在螺栓预紧之前或在施加10%的设计预紧力后填充区域充分接触。
2. 优缺点分析
 优点:操作简单,无技术难度,施工风险极低;不损伤塔体结构,无应力集中风险。
优点:操作简单,无技术难度,施工风险极低;不损伤塔体结构,无应力集中风险。
o 缺点:治标不治本,仅调整法兰间隙,未解决塔体本身弯曲变形,长期运行中受振动影响,垫片易松动,可能导致倾斜复发;垫片制作需要现场测量间隙,下单制作,工期最长;影响结构稳定性,垫片增加后法兰连接刚度下降,可能加剧塔体振动响应,增加螺栓松动风险,垫片可能因蠕变或振动而松动,需定期检查。
五、方案选择与确定
方案 工期(天/台) 结构损伤风险 长期安全隐患 有效性
机械矫正 1 - 2 天 高(易裂) 高(二次变形) 偏短(易反弹)
火焰矫正 2 - 3 天 低(应力均匀) 低(应力消除) 优
增加垫片 7 天以上 低(无损伤) 高(垫片松动) 未根本解决内倾度超标
综上,火焰矫正方案在有效性、风险性上均具备显著优势,虽有一定技术难度和风险,但其效果彻底、精度高,是主动解决问题的根本性措施。其技术风险可通过制定严谨工艺、选用经验丰富的专业队伍、并进行严格过程监控来规避。符合风电场长期安全运行需求,故确定为最优整改方案。本项目最终选择“火焰矫正”作为整改方案。
六、火焰矫正方案实施要点(-) 施工前准备
1. 使用全站仪对超标段塔筒进行全方位复测,精确标注出最大内倾点及需矫正的量值。2. 制定详细的火焰矫正工艺卡,确定加热线位置、长度、加热顺序、温度控制范围(建议不超过600℃,采用红外测温仪监控)、烤把型号及移动速度,配备具有丰富火焰矫正经验的操作人员。
3. 配齐足够数量的气瓶,检查氧、乙炔(或丙烷)压力是否足够,一般不少于 30%的贮备。
4. 检查工作场地安全条件及设备工装应保证运转正常,如滚轮架等。
5. 准备好检测工具,如钢直尺、测温仪、百分表、激光测平仪、风速仪(确保施工时风速≤5m/s)。
6. 采用钢丝球将火焰矫正热影响区域油漆去除干净。
7. 清除现场易燃物,配备足量消防器材(必要时配备消防车),办理动火作业票,塔体周围设置警戒线,禁止非施工人员进入。
(二)施工过程
1. 在法兰口对称安装百分表,实时监测矫正过程中的变形数据。
2. 对于火焰矫正法兰内外翻时可根据激光测平仪所检查的分析数据进行选定,采用环向带状加热法进行加热,加热点离法兰环缝边缘最近距离为10 - 15mm。从预估的加热区域开始,进行小范围试加热,观察变形规律,验证工艺参数。然后按既定工艺进行正式加热矫正,遵循“多次少量”原则,逐步逼近目标值。
3. 操作人员与监测人员保持紧密沟通,根据百分表读数变化及时调整加热策略,严防过矫。4. 加热区温度不应超过 600℃,在加温过程中应随时监控加热区域工件表面的颜色变化,并且随时用测温仪进行准确测量,从而控制加热温度,测温点应该在加热中心处,测温时应移开热源。
(三)施工后处理
1. 加热完成后,用石棉布覆盖加热区,使其缓慢冷却,减少残余应力和淬硬
2. 冷却至环境温度后,重新用全站仪测量法兰倾角,确认符合规范要求。
3. 对所有加热区域及周边母材进行100%磁粉探伤(MT)或渗透探伤(PT),确保无表面裂纹产生,出具相关检测合格报告。
4. 将加热区域的原有涂层打磨清理干净,按原设计要求重新进行表面除锈和涂装防腐。七、结论
对于风电场钢塔筒内倾度超标的质量问题,火焰矫正是一种行之有效且根本的解决方案。尽管其对技术和经验要求较高,但只要通过科学的工艺设计、严谨的过程控制和合格的专业人员操作,完全可以安全、精准地实现矫正目标,同时保证结构的长久安全。本项目通过成功应用火焰矫正技术,使塔筒安装精度满足了设计规范要求,避免了巨大的返工经济损失,为项目顺利推进奠定了基础,也为处理同类钢结构安装偏差问题提供了宝贵的实践经验,在后续的运营阶段,必须提高对塔筒连接部位的巡视频率,并对监测手段进行完善。
参考文献
[1] GB/T 19072 - 2022, 风力发电机组 塔架[S].
[2] GB 50755-2012, 钢结构工程施工规范[S].
[3] NBT10216 - 2019,风电机组钢塔筒设计制造安装规范[S].
[4] 王斌, 李强. 大型风力发电机组塔筒变形分析与火焰矫正技术[J]. 钢结构, 2019, 34(5): 90 -
[5] 中国工程建设标准化协会. 钢结构焊接规范(GB 50661 - 2011)[S]. 北京: 中国计划出版社, 2011.
.jpg)
.jpg)
.jpg)
.jpg)