.jpg)
基于plc的皮带控制监控系统

李慧颖
1 引言
在现代工业生产范畴之内皮带传输控制系统已然变成具备不可或缺属性的关键技术,此技术在制造领域占据着极为重要地位的同时还深度融入现代物流体系当中,不过值得特别留意的状况是采用传统接触式继电器形式的控制方案通常会面对一系列挑战,像线路布置呈现繁琐状态、抵御电磁干扰的性能表现欠佳以及因触点接触不够稳固而导致设备故障频繁发生等诸多问题,并且这类系统在功能扩展性这一方面所展现出来的情况也是比较有限的,与之形成对照的是可编程逻辑控制器(PLC)凭借自身高可靠性、简便编程特性以及完善功能配置等优势逐渐赢得越来越多用户的喜爱,因而传统的接触继电器控制系统正被 PLC 技术替代,这种转变对生产效率的提高以及整个物流与工业自动化过程中可靠性的增强都产生了作用。
2 皮带运输机整体方案设计
2.1 设计任务
对于硬件电路,本文完成了其选择与设计方面的相关工作;在输送带系统的控制程序上,进行了开发以及测试操作;针对上位机监控界面,完成了构建任务;就上位机与PLC 之间,成功建立起通信连接;并且在现场完成了调试工作,最终达成上位机对输送带系统运行予以控制的目标,还能够对系统故障以及过载问题做到准确处理。
2.2 皮带运输机设计
2.2.1 控制要求分析
⑴首启末级传送带,间隔两秒后逐级启动其余设备。
即 D→C→B→A
⑵传送系统停机时,首条输送带优先停止,物料清空后,其余设备间隔 2 秒逐步关闭。即A→B→C→D⑶当某输送带发生异常状况时,其前方设备会快速停机,后续装置则要在物料清空之后才停止运行。就拿B 出现故障来说,A 与B 会马上停止工作,过了2 秒之后C 停止运行,接着再过2 秒D 也停止运行。⑷重物触发时,前方输送带暂停,该设备运转2 秒后C 停止,再延时2 秒D 关闭。
2.2.2 皮带运输机主电路图
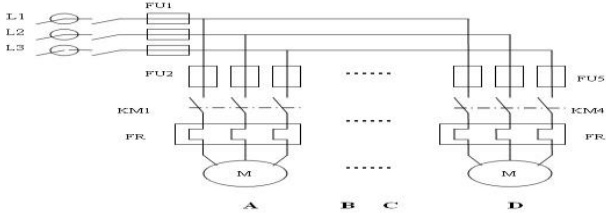
在图示当中,电源开关由QS 来代表;电路保护的任务由作为保险装置的FU1 至FU5 以及FR 负责承担;皮带运输机的电机线圈分别和KM1 到KM4 相对应;相应的电机则由A 至D 来指代,具体可参照图1。
图1 四节皮带运输机主电路图
3 系统软件设计
输入信号的类型:开关量信号;电压等级:根据传输距离选择 12VCPU 型号:考虑到输入/输出点数以及经济因素选择 CPU224
PLC 编程软件:STEP 7 - MicroWIN V4.0
开关量输出模块选择继电器输出方式
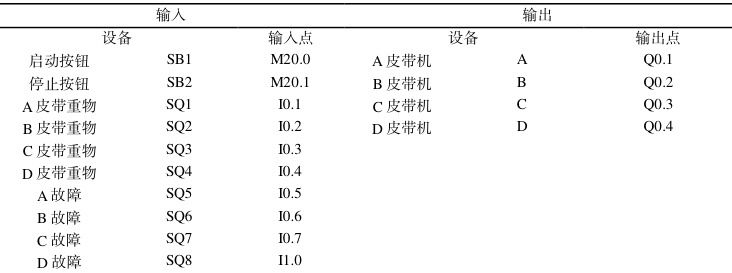
3.1 I\O 地址分配表
根据皮带运输机系统设计确定所需变量,I/O 地址分配见表1。
表 1 I/O 地址分配
3.2 PLC 外围接线图图在图示当中,电源开关由QS 来代表;负责电路保护工作的保险装置是FU1 至FU5 以及FR;皮带运输机的电机线圈分别与KM1 到KM4 相对应;相应的电机则被A 至D 所指代,具体可参照图2。
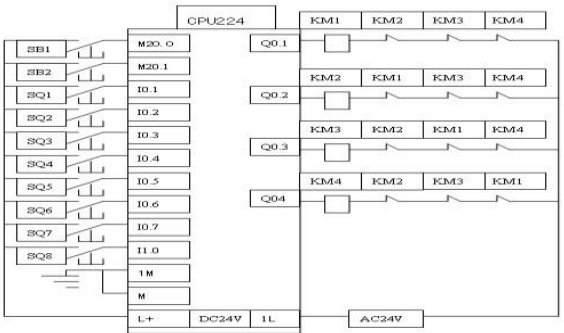
图 2 PLC 外部接线图
用于控制输送带启动流程的是该梯形图,电动机 D 会在触发启动开关 KM20.0 时随即运行起来,接着在经过2 秒间隔之后,电机C、电机B 以及电机A 会被依次激活,从而让输送系统得以进入工作状态。
3.4 程序仿真
在S7 - 200 simulator V2 这样的仿真平台之上,针对皮带运输机的控制程序展开了模拟测试操作。其操作的具体步骤呈现为:首先启动此仿真工具,接着输入验证码 6596,随后选定CPU224 型号,再把以.awl 格式存在的程序文件从编程软件里导出,进而加载至仿真系统当中,之后切换至运行模式,并且启动监控功能。
4 系统调试
4.1 调试准备
在实验室内,借助专用通讯电缆达成PLC 与计算机USB 端口的连接,使得故障、载重等外部输入信号得以正确接入。于 PLC 接通电源之后,将其状态设置为停止,接着启动 57-200 编程软件的编程界面,并进入到“通讯”选项之中。
通过双击与PLC 建立连接后,即可上传皮带运输机的控制程序,随后进行系统调试与实时监控。4.2 调试
对于 STEP 7 - MicroWIN V4.0 软件进行启动操 输送带控制程序予以加载,接着对程序执行并开展监测工作;随后在Wincc6.0 的配置界面当中,将如图 所示的输送带监视画面进行调出。
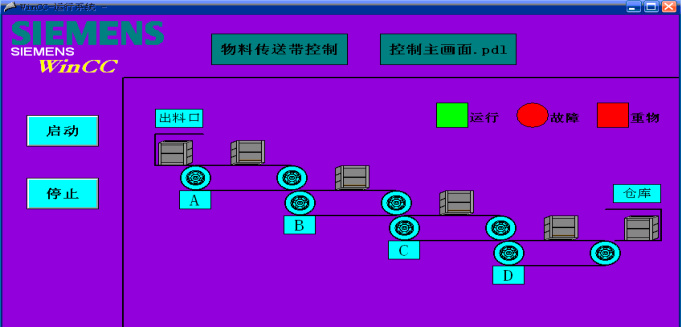
图3 监控画面停止时状态
结语
在针对输送带控制系统开展整体规划以及PLC 编程相关工作的进程当中,对于典型PLC 控制系统完整的设计流程以及具体实施环节实现了系统性的掌握。通过对程序展开持续不断的优化以达成满足技术指标的目的,进而对工程设计所要求具备的精确性与系统性形成了深刻的理解。
参考文献
[1]于静, 陈永旺. JWF0083 型棉卷运输系统电气控制分析[J]. 纺织器材, 2024, 51 (S1): 21-23.
[2]李睿. PLC 与 InTouch 在矿井皮带输送系统中的应用[J]. 电气传动自动化, 2024, 46 (05): 43-46.
[3]张雅婕, 杨洁. PLC 技术在煤矿电气工程自动化控制中的应用[J]. 现代工业经济和信息化, 2024, 14(09): 149-151.
[4]仇锦龙, 周凯, 武传志. 选煤厂皮带运输机 PLC 控制系统设计与探究[J]. 清洗世界, 2023, 39 (12):64-66.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)