.jpg)
一种线缆外观综合质量检测装置设计

沈宝诚
中国电子科技集团公司第四十一研究所安徽蚌埠233010
引言
线缆护套在线缆行业中扮演着至关重要的角色[1],一方面为内部线芯提供机械保护,有效防止外界因素对电缆造成损害,另一方面它上面喷印的电压、电流、类型、长度、编码等信息,为相关人员快速识别用途,避免使用不当而造成电气事故。在线缆护套成型时,护套表面不可避免的会存在破损、凸起、凹缩、线径异常等问题,在对护套字符喷印时,也不可避免的会出现字符错打、漏打、打印模糊等缺陷。为了保证线缆出厂质量,需要对线缆护套进行综合质量检测。
近年,有高校和视觉公司从事线缆检测技术研究,并有相关文献发表和披露,但存在以下缺陷:首先,功能单一,缺陷检测、字符识别等功能都是独立系统,各功能无法集成于一体,企业若实现全面检测则需购买、维护多套系统,综合使用成本高。其次,对生产人员依赖度较高,需要现场操作人员对检测系统、检测原理、检测软件非常熟悉才能熟练使用。最后,字符识别准确率低,漏检、误检、错检严重,无法满足线缆生产企业的需要。
1 硬件设计
线缆护套综合质量检测装置主要包含检测与控制一体柜、编码器、纠偏装置等组成。其中,控制柜具体由控制柜壳体、人机界面、线阵相机、线阵光源、报警器以及相关改造配件等组成。组成框图如图1 所示。
图 1 中,当系统接受到喷码机信号后,控制板根据编码器脉冲频率控制相机扫描,并把扫描的每一行图像传给工控机,处理器根据设置的参数自动将每一行拼接成一幅图片,并通过图像处理技术对拼接的图像数据进行处理、分析、判断等,最后把处理结果发送给控制板,控制板根据接收到的结果进行相应处理,若收到结果为缺陷结果,则向报警器发送声光报警信号或控制牵引机停机。
安装时,三个线性光源在同一平面上互成 120 度照射被测线缆,三个线阵相机也同样互成 120 度采集线缆一周图像,相机把扫描的每一行图像传给工控机,工控机根据设置的参数自动拼接成一幅图片,并通过图像处理技术对拼接的图像数据进行处理,并把处理结果发送给控制板,控制板根据接收到的结果进行相应处理,若收到结果为缺陷结果,则向报警发送声光报警信号。
图1 该系统组成框图
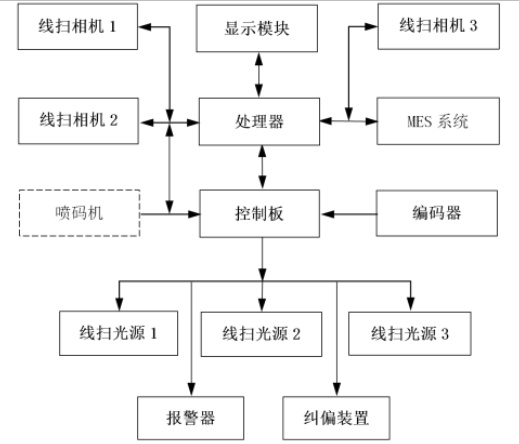
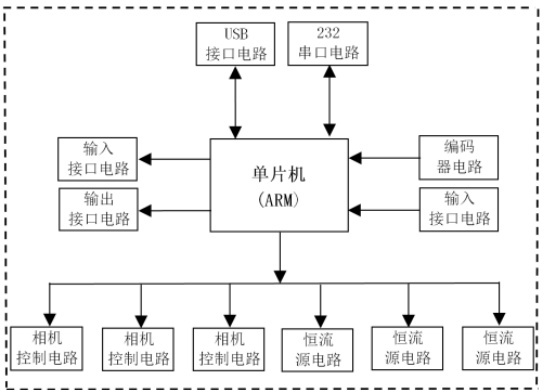
图 1 中,编码器用于检测系统与牵引机保持同步,通过编码器脉冲频率测量线缆运行速度以及控制相机的采集行频以及图像的采集时机。为准确扫描字符、减少漏扫,编码器选择安装于牵引机主轴上,避免安装于控制柜导线轮上出现编码器不旋转而线缆滑动,而造成字符漏扫风险。纠偏装置用于对运行扭转的线缆进行回正,保证线缆字符面朝向不变,从而确保相机始终能够拍摄到字符,减少系统误检。检测与控制一体柜是整个检测系统的核心,其分为上、中、下三层,上层主要用于人机交互,中层主要用于图像采集,下层主要用于信号采集。控制板为工控机提供输入、输出、通讯等扩展功能,为工控机与工业相机、编码器、报警机构以及喷码机的连接提供了“桥梁”,不仅可以控制相机、光源开启与关断以及处理 I/O 信号,同时提供输入输出信号接口、USB2.0相机接口、光源等接口、通讯接口等。控制板主要包括的电路模块有:STM32F407单片机电路、相机驱动电路、串口通信电路、光源控制电路、编码器输入电路、输出电路、输入电路等,其电路框图如图 2 所示。
图2 控制板电路框图
2 软件设计
系统上电初始化后,如果收到喷码机开始打码信号后,延迟 N 个脉冲后,系统控制线阵相机扫描,延迟脉冲数 N=SP/L (N 为延迟脉冲数,S 为喷码头到相机距离,L 为编码器转一圈线缆运行的长度,P 为编码器步数) ,完成M 行扫描后生成一张图象, M=0.5P/L (喷码打印的字符长度最大为 0.5 米,线缆每 1 米喷码一次,将1 米分成两张图片进行扫描采集)。图像处理过程如图 3 所示。
图3 图像处理操作流程图
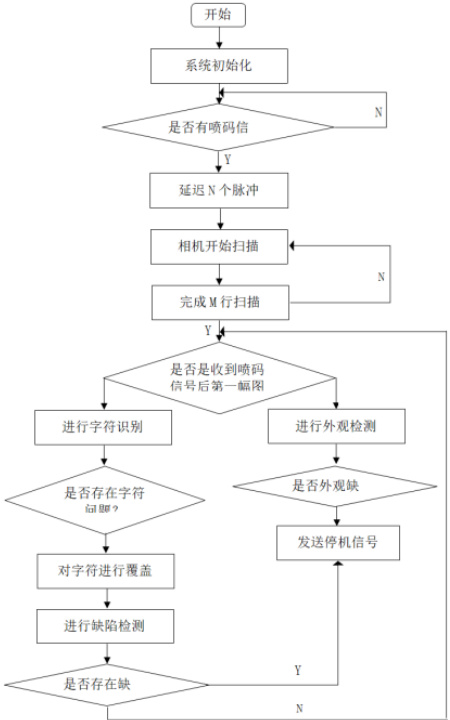
系统收到图像后,首先判断该图像是否是接受到喷码机信后扫描的第一张图象,如果是第一张图象则认为是该图像上打印的字符,然后先进行定位、字符串分割、调用AI 模型进行字符识别,再进行字符比对,若存在字符错误直接停机或报警,若没有字符错误,先用抠出无字符图像将字符覆盖,然后利用传统机器视觉和人工智能进行缺陷检测。如果系统判断出当前图片不是收到喷码信号后的第一张图像,则利用传统机器视觉和人工智能只进行缺陷检测,若检测到缺陷则进行停机或报警提醒。无字符面相机,只进行缺陷检测。其软件流程如
3 算法设计
在检测中,采用对无字符图像进行缺陷检测,对有字符图像先进行字符识别,然后将字符区域覆盖再进行缺陷检测,达到单检测系统实现多检测功能的设计目标。在该系统中,缺陷检测主要采用AI 技术进行识别,字符识别[3]是系统的核心,采用机器视觉、OCR、AI 融合的方式进行检测,其具体处理如下。
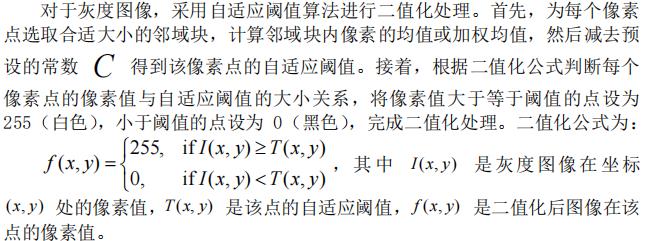
1)图像预处理
通过线阵工业相机实时采集线缆表面,然后获取线缆表面的彩色图像后将其转换为灰度图像。在转换过程中,按照加权平均法的计算公式Gray=0.299×R+0.587×G+0.114×B 对每个像素点进行计算,得到对应的灰度值,从而将彩色图像转换为只包含一个通道信息的灰度图像,如图4 所示

图 4
根据实际情况确定结构元素的形状和大小,以矩形结构元素为例,选择合适的边长尺寸,生成用于后续膨胀 操作的结构元素。使用生成的结构元素对二值化后的图像进行膨胀操作。膨胀操作的次数可以根据字符的具体情况进行调整,通过多次膨胀使字符的轮廓得到增强,提高字符的连续性和完整性。在膨胀过程中,按照膨胀操作的公式 D=B⊕S 进行处理,效果如图5 所示。

图 5
2)角度校正
如图 6 所示,对膨胀后的图像进行水平投影,统计每行的像素值总和,得到水平投影曲线。分析水平投影曲线的峰值分布[2]情况,找出相邻峰值之间的水平距离 d ,同时获取图像的宽度 W ,然后根据公式  估算字符的倾斜角度。
估算字符的倾斜角度。
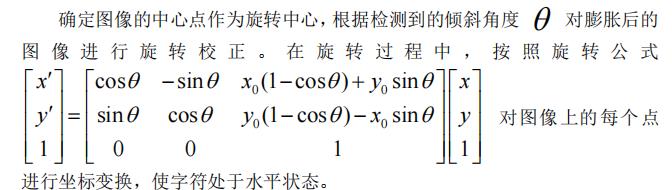

图 6
3)轮廓提取与筛选
运用合适的轮廓提取算法 对旋转校正后的图像进行处理,找出图像中所有的轮廓。这些轮廓代表了具有相同像素值的连续区域的边界,是后续字符定位和分割的重要依据。对于提取到的每个轮廓,计算其外接矩形的面积 A 和高度 h 。将面积 A 与预设的最小面积阈值 Amin 进行比较,将高度 h 与预设的最小高度阈值 hmin 进行比较。如果面积 A 小于 Amin 或者高度 h 小于 hmin ,则认为该轮廓对应的区域是无效区域,将其从后续处理中过滤掉。
4)字符串聚合
如图 7 所示,将筛选后的有效轮廓按照水平位置进行排序,然后依次计算相邻轮廓外接矩形之间的间距 g 。将间距 与预设的字符间距阈值gthreshold 进行比较,如果 g 小于 gthreshold ,则将这两个轮廓对应的字符视为同一个字符串组成部分,将它们聚合在一起。通过遍历所有有效轮廓,完成字符串的聚合操作。

图 7
对于聚合后的每个字符串区域,在水平方向上,以区域的左右边界为基准,分别向两侧扩展 xinflate 个像素;在垂直方向上,以区域的上下边界为基准,分别向两侧扩展 yinflate 个像素。扩展后的区域能够包含更多的字符上下文信息,有利于提高后续字符识别的准确性。
5)动态识别
程序维护一个历史模板数据,记录每次检测到的字符区域数量和特征。每次完成步骤 4)字符串聚合后,将当前检测到的字符区域数量与历史模板中的数量进行对比。当分割后的字符区域数量与模板预设数量存在不一致的情况,并且接收到喷码机所发出的命令相较于之前发生了改变时,意味着出现了全新的字符排列模式[5]。此时,程序启动自动更新机制,对识别模板进行及时更新,确保后续检测能够适应新的排列模式。
反之,若分割后字符区域数量与模板预设数量不符,且喷码机命令并未发生变化,说明检测过程中出现了异常情况。系统会基于识别模板中字符分割所对应的检测框区域信息,对图像区域进行重新分配。通过这种方式,能够纠正因定位不准确和分割失误而导致的问题,尽可能降低误检率,提升检测结果的准确性和可靠性。
6)输出结果
将经过上述处理和分割后的字符图像按照后续字符识别模块的要求进行整理和输出。输出的格式可以根据实际需求进行调整,确保输出的字符图像能够作为有效的输入数据供后续字符识别模块使用。以独立检测框形式输出的优点在于允许用户单独设置各个检测框的识别规则。
结束语
本文详细介绍了一种线缆护套综合质量检测装置,并着重介绍字符识别方法,以解决现有技术存在的问题。本装置将多种线缆检测功能集成于一套系统中,并将多种检测技术深度融合、优势互补,很大程度上提高线缆护套综合质量检测的准确度,减少不合格产品的流出,提高线缆检测的智能化水平,同时大大降低了线缆综合质量检测所需设备的使用成本,具有一定的应用价值和应用空间。
参考文献
[1]黄军.中国电线电缆产业国际竞争力研究[D]. 南京:南京农业大学,
2009, 19-23
[2]张海宁,李彬,陈超波等. 基于 OpenCV 的车牌识别系统研究[J].工业仪表与自动化装置,2012(6):78-80.
[3]黎峰.电缆字符自动识别算法及应用研究[D].武汉:华中科技大学,2007,
6-7
[4]王慧.基于模板匹配的手写字体字符识别算法研究[D],北京:北京交通大学,2012,17
[5]张磊.基于并行模板匹配的车牌识别技术研究[D]. 杭州:杭州电子科技大学,2013, 4-5, 29
[6]魏巍, 吴孔平等. 记忆分水岭圆盘梯度膨胀模板运动视频跟踪[J]. 系统仿真学报, 2016, 2(28):462-468.
作者简介:沈宝诚(1982-),男,滁州市凤阳人,高级工程师,研究方向:
计算机智能检测与自动控制
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)