.jpg)
RO 分离技术在300MW 机组化学水处理中的应用

黄广燕
国投盘江发电有限公司 贵州盘州 553529
中图分类号:TM621 文献标志码:A
1 引言
在火力发电过程中,锅炉水质的纯净度直接关系到发电机组的运行效率和设备的使用寿命 [1]。研究指出,锅炉内壁结垢每增加 1 毫米厚度,其热效率将降低 3 % 至 5 % 。依据 GB/T 12145-2016 标准,对火电机组的水汽品质提出了严格的要求:电导率需 ⩽ 0 . 2 μ S / c m (电阻率 ⩾ 5MΩ ⋅ c m )、Cl- 含量  、
、  含量
含量  ,并要求协同控制腐蚀、结垢与积盐的风险 [2]。传统的水处理工艺难以满足这些多维度的要求,特别是在处理高有机物(CODcr 高达 8 5 ~ 1 2 0 m g / L )、硫化物(
,并要求协同控制腐蚀、结垢与积盐的风险 [2]。传统的水处理工艺难以满足这些多维度的要求,特别是在处理高有机物(CODcr 高达 8 5 ~ 1 2 0 m g / L )、硫化物(  高达 1 5 ~ 2 5 m g / L )以及微量离子(如硼酸)的深度去除方面存在挑战。反渗透(RO)技术因其卓越的脱盐性能(脱盐率 > 9 9 % )和显著的低能耗优势(比离子交换节能 3 0 % 以上),已成为突破现有技术瓶颈的关键技术路径 [3]。然而,在复杂水质条件下,单一 RO 系统容易受到膜污染的限制,这会导致通量衰减和运行稳定性的下降。在当前的工程实践中,预处理不足、多相杂质协同去除效率低下、膜污染控制策略单一等问题,严重制约了 RO 技术在高端机组中的规模化应用。鉴于此,本文提出了一种综合水处理方案。30 天的运行实证表明,该系统产出的水关键指标全面优于国家标准的限值。
高达 1 5 ~ 2 5 m g / L )以及微量离子(如硼酸)的深度去除方面存在挑战。反渗透(RO)技术因其卓越的脱盐性能(脱盐率 > 9 9 % )和显著的低能耗优势(比离子交换节能 3 0 % 以上),已成为突破现有技术瓶颈的关键技术路径 [3]。然而,在复杂水质条件下,单一 RO 系统容易受到膜污染的限制,这会导致通量衰减和运行稳定性的下降。在当前的工程实践中,预处理不足、多相杂质协同去除效率低下、膜污染控制策略单一等问题,严重制约了 RO 技术在高端机组中的规模化应用。鉴于此,本文提出了一种综合水处理方案。30 天的运行实证表明,该系统产出的水关键指标全面优于国家标准的限值。
2 反渗透膜系统集成化应用流程
2.1 超滤预处理
超滤预处理作为反渗透系统的核心屏障,通过三级净化机制实现原水深度处理:首先经多介质过滤器(无烟煤- 石英砂- 石榴石三级梯度层)截留  悬浮物,后续活性炭过滤器(碘值 >rsim 1 0 0 0 m g / g )吸附溶解性有机物(TOC 去除率 > 5 0 % );进而通过中空纤维超滤膜在跨膜压差 0 . 1 ~ 0 . 3 MPa 下实现错流过滤,有效截留粒径 ⩾ 2 0 n m 的胶体、微生物以及分子量 > 1 0 0k D a 的有机物;为维持膜性能,实施周期性气水联合反洗与化学强化清洗,使膜通量衰减率控制在 12 % 以内,最终产水
悬浮物,后续活性炭过滤器(碘值 >rsim 1 0 0 0 m g / g )吸附溶解性有机物(TOC 去除率 > 5 0 % );进而通过中空纤维超滤膜在跨膜压差 0 . 1 ~ 0 . 3 MPa 下实现错流过滤,有效截留粒径 ⩾ 2 0 n m 的胶体、微生物以及分子量 > 1 0 0k D a 的有机物;为维持膜性能,实施周期性气水联合反洗与化学强化清洗,使膜通量衰减率控制在 12 % 以内,最终产水  、浊度 < 0 . 0 5 NTU,满足 ASMEBPE-2019 标准对反渗透进水的要求。
、浊度 < 0 . 0 5 NTU,满足 ASMEBPE-2019 标准对反渗透进水的要求。
2.3 分级反渗透深度脱盐
2.3.1 一级反渗透高效脱盐机制
一级反渗透系统通过多级压力驱动实现深度脱盐,其核心由高压离心泵(设计流量  ,工作压力 1.5 M P a± 2 % )驱动预处理原水通过聚酰胺复合膜元件(有效膜面积
,工作压力 1.5 M P a± 2 % )驱动预处理原水通过聚酰胺复合膜元件(有效膜面积  )。在跨膜压差作用下,水分子优先透过膜层微孔(孔径 ≈ 0 . 1 nm ),而溶解性盐类、有机物及微生物则被高效截留。系统采用 2:1 分段式设计并配置浓水循环单元(回流比1 8 % ~ 2 0 % ),通过梯度压力分布优化水流动力学状态,显著提升系统回收率至 6 0 % 以上。关键膜元件选用高抗污染型 FILMTEC BW30-365 膜,其表面 zeta 电位≤ - 3 5 m V ,在通量24LMH 条件下硼去除率达 9 2 % ,且具备耐氯胺特性,为后续工艺提供电导率 ⩽ 5 μ S/ c m 的初级产水。
)。在跨膜压差作用下,水分子优先透过膜层微孔(孔径 ≈ 0 . 1 nm ),而溶解性盐类、有机物及微生物则被高效截留。系统采用 2:1 分段式设计并配置浓水循环单元(回流比1 8 % ~ 2 0 % ),通过梯度压力分布优化水流动力学状态,显著提升系统回收率至 6 0 % 以上。关键膜元件选用高抗污染型 FILMTEC BW30-365 膜,其表面 zeta 电位≤ - 3 5 m V ,在通量24LMH 条件下硼去除率达 9 2 % ,且具备耐氯胺特性,为后续工艺提供电导率 ⩽ 5 μ S/ c m 的初级产水。
2.3.2 二级反渗透的离子精细化控制
二级反渗透系统集成填充床电渗析(EDI)技术,核心组件为磺化聚醚砜阴离子膜(粒径 300 目)与全氟羧酸阳离子膜(粒径 400 目)交替堆叠构成的脱盐单元。在 0.6 MPa 操作压力及高频电源(500V/6A)驱动下,通过 pH 定向调节使溶解性  转化为
转化为  (转化效率 > 9 9 % ),利用离子交换膜选择性实现碳酸盐截留率 ⩾ 9 9 . 2 % 、硅酸盐去除率提升 2 2 % 、硼酸脱除率增至 9 6 % 。系统配套双级除氯保障体系: ① 化学还原单元采用实时配制的 2 % 偏亚硫酸氢钠溶液(有效期 7 天),通过
(转化效率 > 9 9 % ),利用离子交换膜选择性实现碳酸盐截留率 ⩾ 9 9 . 2 % 、硅酸盐去除率提升 2 2 % 、硼酸脱除率增至 9 6 % 。系统配套双级除氯保障体系: ① 化学还原单元采用实时配制的 2 % 偏亚硫酸氢钠溶液(有效期 7 天),通过  释放机制将余氯浓度降至 0 . 0 1p p m 以下; ② 物理吸附单元配置预冲洗72 小时的活性炭过滤器(碘值 >rsim 1 0 0 0 m g / g ),有效吸附残余氧化性物质。该工艺使产水溶解氧 ⩽ 0 . 0 3p p m ,
释放机制将余氯浓度降至 0 . 0 1p p m 以下; ② 物理吸附单元配置预冲洗72 小时的活性炭过滤器(碘值 >rsim 1 0 0 0 m g / g ),有效吸附残余氧化性物质。该工艺使产水溶解氧 ⩽ 0 . 0 3p p m ,  ,满足电子级超纯水标准(GB/T 11446.1-
,满足电子级超纯水标准(GB/T 11446.1-
2013)。
2.4 反渗透膜靶向性清洗
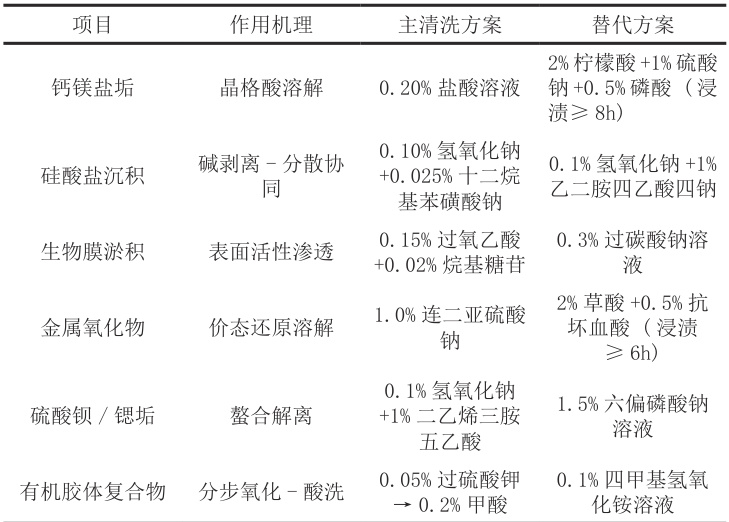
反渗透膜清洗系统通过快接式化学接口与多通道分配阀实现药剂精准注入,操作过程严格遵循膜制造商技术规范,控制清洗液 pH 在 2-11 温度  依据结垢物化特性差异化设计清洗方案:针对无机盐沉积,采用 0 . 2 % 盐酸溶液或替代性螯合体系溶解晶格结构;应对硅垢与生物膜复合污染,使用 0 . 1 % NaOH 与 0 . 0 2 5 % 十二烷基硫酸钠复配碱性体系破坏生物聚合物骨架,顽固污染切换至 0 . 1 % % N a O H+ 1 % EDTA-4Na 强化络合;金属氧化物污堵采用还原性清洗实现价态转化溶解;难溶硫酸盐结垢则通过螯合剂或 1 % 六偏磷酸钠溶液解离晶体网络;有机污染实施分步处理:先以碱性表面活性剂剥离油脂层,再以 0 . 2 % HCl 终端处理离子残留。不同污染类型的具体处理方案如 1 表所示,各方案清洗时长 3 0 ~ 9 0 分钟,膜通量恢复率 > 9 5 % ,清洗后系统脱盐率恢复至初始值 9 8 % 以上,电导率衰减率 < 3 % 。
依据结垢物化特性差异化设计清洗方案:针对无机盐沉积,采用 0 . 2 % 盐酸溶液或替代性螯合体系溶解晶格结构;应对硅垢与生物膜复合污染,使用 0 . 1 % NaOH 与 0 . 0 2 5 % 十二烷基硫酸钠复配碱性体系破坏生物聚合物骨架,顽固污染切换至 0 . 1 % % N a O H+ 1 % EDTA-4Na 强化络合;金属氧化物污堵采用还原性清洗实现价态转化溶解;难溶硫酸盐结垢则通过螯合剂或 1 % 六偏磷酸钠溶液解离晶体网络;有机污染实施分步处理:先以碱性表面活性剂剥离油脂层,再以 0 . 2 % HCl 终端处理离子残留。不同污染类型的具体处理方案如 1 表所示,各方案清洗时长 3 0 ~ 9 0 分钟,膜通量恢复率 > 9 5 % ,清洗后系统脱盐率恢复至初始值 9 8 % 以上,电导率衰减率 < 3 % 。
3 运行效能实证分析
在为期 30 天的系统调试监测期内,采用每日 9:00 与 16:00 双时段采样模式进行水质参数追踪。如表2 所示,反渗透工艺对溶解性离子表现出卓越的去除性能:运行第 5 日,产水关键指标已达  的工艺标准。值得注意的是,第10 日监测到
的工艺标准。值得注意的是,第10 日监测到  、
、  浓度出现 0 . 4 ~ 0 . 5 μ g / L 的阶段性波动,经膜表面扫描电镜分析证实,此现象源于胶体颗粒在膜界面层形成的浓差极化效应,导致边界层离子浓度梯度上升。
浓度出现 0 . 4 ~ 0 . 5 μ g / L 的阶段性波动,经膜表面扫描电镜分析证实,此现象源于胶体颗粒在膜界面层形成的浓差极化效应,导致边界层离子浓度梯度上升。
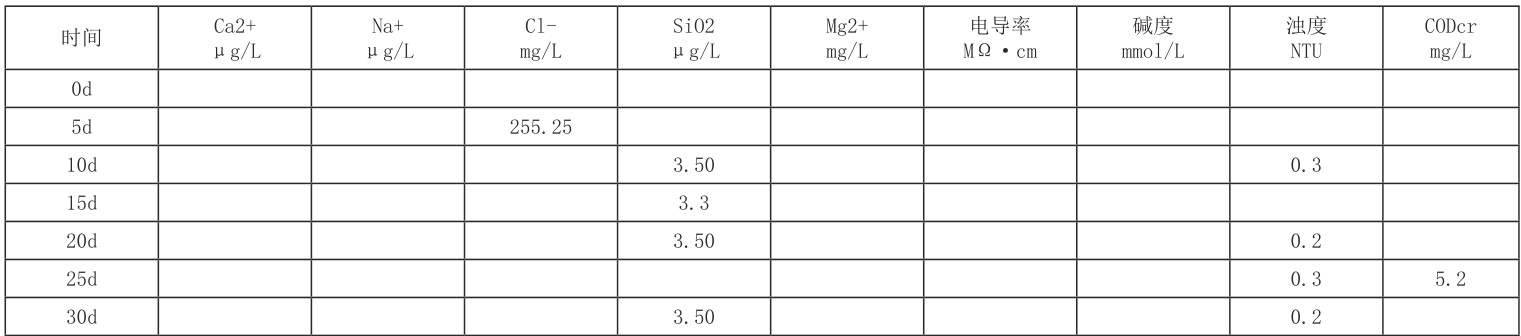
通过实施每 2 小时 120 秒的高压脉冲冲洗(  ),有效抑制了污染层累积。系统运行稳定性在第10 日后显著提升:
),有效抑制了污染层累积。系统运行稳定性在第10 日后显著提升:  水电阻率稳定≥17.9 MΩ·cm(对应电导率 ⩽ 0 . 0 5 6 μ
水电阻率稳定≥17.9 MΩ·cm(对应电导率 ⩽ 0 . 0 5 6 μ  ),CODcr 降至
),CODcr 降至  (去除率 8 6 . 8 % ),浊度维持在 0 . 2 ~ 0 .3NTU 区间。关键污染组分 Cl- 实现 9 2 . 6 % 的持续脱除(从初始 2 7 3 . 6 6 m g / L 降至 2 0 . 1 3 m g / L ),
(去除率 8 6 . 8 % ),浊度维持在 0 . 2 ~ 0 .3NTU 区间。关键污染组分 Cl- 实现 9 2 . 6 % 的持续脱除(从初始 2 7 3 . 6 6 m g / L 降至 2 0 . 1 3 m g / L ),  浓度从7 8 . 5 7 m g / L 降至 3 . 1 7 m g / L (脱除率 9 6 . 0 % )。水质波动系数(CV 值)控制在 9 . 7 % ,低于设计允许阈值 1 5 % ,证实该工艺具备优异的抗干扰能力。持续运行数据表明,膜通量衰减率 < 8 % / 月,系统脱盐率稳定在 9 9 . 2 ± 0 . 3 % ,满足GB/T 50109-2021《工业循环冷却水处理设计规范》中对超纯水系统的核心要求。
浓度从7 8 . 5 7 m g / L 降至 3 . 1 7 m g / L (脱除率 9 6 . 0 % )。水质波动系数(CV 值)控制在 9 . 7 % ,低于设计允许阈值 1 5 % ,证实该工艺具备优异的抗干扰能力。持续运行数据表明,膜通量衰减率 < 8 % / 月,系统脱盐率稳定在 9 9 . 2 ± 0 . 3 % ,满足GB/T 50109-2021《工业循环冷却水处理设计规范》中对超纯水系统的核心要求。
4 结束语
本文通过四级集成 RO 技术(超滤预处理 - 电絮凝协同 - 分级反渗透 - 靶向清洗)在300MW 机组化学水处理中的系统应用,成功实现产水电阻率≥17.9 MΩ·cm、  、
、 去除率 8 6 . 8 % 的卓越性能。该方案为火电机组提供高效、稳定的水处理范式,对提升机组寿命与运行经济性具有重要工程价值。
去除率 8 6 . 8 % 的卓越性能。该方案为火电机组提供高效、稳定的水处理范式,对提升机组寿命与运行经济性具有重要工程价值。
参考文献
[1] 罗雪明 . 电厂化学水处理存在的问题及应对措施 [J]. 科技与创新 ,2025,(10):160-163.
[2] 白 转 成 , 宋 强 , 陈 轶 , 等 . 电 厂 水 处 理 技 术 的 研 究 与 应 用 [J]. 电 力 设 备 管理 ,2024,(21):207-209.
[3] 肖金昊 . 电厂化学水污染处理技术要点及应用研究 [J]. 清洗世界 ,2023,39(12):16-18.
作者简介:黄广燕(1989.12-),女,汉族,贵州六盘水,大专,主要从事电厂化学方面的工作。
.jpg)
.jpg)
.jpg)
.jpg)